これまでに、材料について(→こちらのページ)や鋼を加工するための簡易的な焼なまし(→こちら)をみてきました。
ここでは、熱処理で重要な「焼入れ・焼戻し」の考え方ややり方を見ていきます。
焼入れ・焼戻しは工具には最も重要な熱処理です
「焼入れ」は、鋼を赤熱状態から急冷して硬くすることで、「焼戻し」は焼入れに続いて、鋼を「強くする」熱処理で、普通は「焼入れ→焼戻し」は、時間をあけずに連続して行います。
焼入れして硬くなると「強く」なりますが、硬すぎるとすぐに「ポキっと」折れてしまうので、折れない程度に硬さを下げて「粘り強さ」をつけるのが「焼戻し」です。
「焼入れ」などの熱処理の条件は鋼種ごとに決まっています
焼入れに関係する条件は「加熱する温度」と「冷却する速さ」で、「焼入れ」や「焼戻し」のこれらの標準的な熱処理条件は、鋼種ごとに決まっていて、鋼材のJIS規格や鋼材メーカーのカタログなどにあります。
例えば、ここでナイフを作ろうとしている、SK105(SK3)では、焼入れ温度780-800℃で急冷後、180℃程度の温度の焼戻しをすれば、硬くてねばい状態の、すなわち、刃物として理想の状態になります。
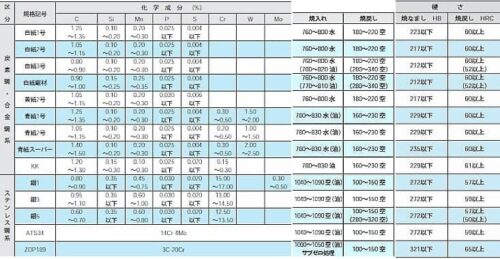
JIS規格やメーカーのカタログ、あるいは技術資料などには、「焼入れ温度」「冷却方法(水冷、油冷、空冷など)」「完全焼なまし温度」「焼戻し温度と硬さの関係」などが示されています。(下は、プロテリアルさんの刃物鋼のカタログの例)
このような温度で加熱冷却などをすれば目的の硬さがえられるのですが、家庭でなどで熱処理を行うには、温度計や適当な設備がないので、ここでは、(完ぺきではありませんが)計器や熱処理の設備がなくてもできる方法で熱処理をしていきます。
おさらいをしながら、まず、一連のやり方をイメージします
前のページの「焼なまし」の内容を思い出してください。
軟化のための焼なましの工程では、加熱色を見て、700~750℃になったらすぐに放冷しました。
この温度では、水冷しても硬化しません。これは、前のページで説明した、「変態する温度」以下の加熱になるからですね。
そして、赤熱する状態で加熱時間が長くなると、酸化スケールが付きますが、この酸化スケールやサビを再加熱すると「脱炭」するので、良くないということでした。
脱炭という現象が進むと、焼入れするときに表面硬さが出なくなります。
そして加熱する温度が50℃以内を目標に「色」で温度を見極めるということでした。
それらを踏まえて、焼入れをしていきます。
熱処理条件はメーカーカタログに示されています
実は、JIS規格でSK105の焼入れ温度などの条件を探すのは大変です。 JISを探すよりも、WEBで、製造メーカーさんのカタログをみるのがいいでしょう。
ただ、これも、実は、メーカーによって鋼材の成分や書いてあることが微妙に違うので、ここでは、計器を使わない熱処理ですので、その点はアバウトになりますが、これは仕方がないでしょう。
下は大同特殊鋼さんのYK3のカタログの抜粋です。JISのSK105は「YK3」という鋼種で製造されています。カタログはWEBにあり、様々な資料が掲載されています。
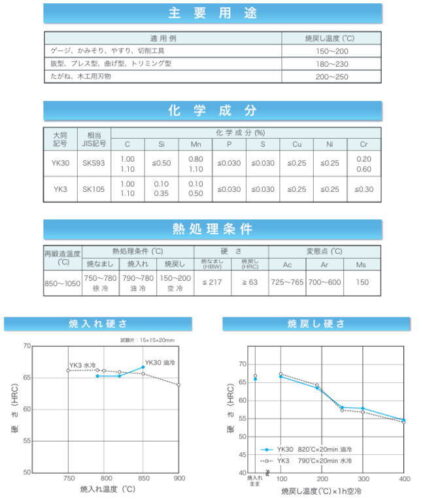
この資料では、焼入れ温度は780~790℃となっています。
ここで注意する点は、焼入れ温度が高すぎて900℃になると、硬さが低下しています。
これは、加熱によって鋼の結晶粒が大きくなって、品質低下を起こしているのです。
温度を上げすぎるのはダメです。
… といって、ここでは書かれていませんが、740℃以下では、十分な硬さがでません。つまり「焼きが入らない」状態になります。
そのために、ここでは、800℃狙いで加熱することにします。
SK3(SK105)の焼入れ温度は800℃ねらい
焼入れ温度は、850℃以上に温度を上げないように注意します。
良い熱処理状態の温度範囲を「適正加熱温度」「標準熱処理温度」と言いますが、低すぎても、高すぎてもいい状態にはなりませんし、不必要に長く加熱するのもよくありません。さらに、低い温度では、硬くなりません。
これらをうまくやるのは難しいようですが、温度と時間は熱処理の基本だということは頭に入れておいてください。
もちろん、ここでは、目で見て温度を決めるのですから、「最高の状態」は無理で、それに近づけるようにやっていきます。
使うものは、ガスコンロ、水、フライパン、天ぷら油
ここではガスコンロやカセットバーナーで加熱して水で急冷する「焼入れ」をします。 そして、焼入れには「水」、焼戻しには「天ぷら油」を使います。
もちろん、水を入れる容器(鍋など)は必要で、天ぷら用温度計があるとさらにいいでしょうし、熱処理後に刃先を立てる砥石やサンドペーパーがあれば、切れ味を確かめることが出来ますね。
水は「一晩汲み置いた25℃以下の水」を使用を使用します。
これは、水中に気泡があったり温度が高いと十分に「焼き」が入りにくいためで、あらかじめ「汲み置きの水」を鍋などに入れておいて、焼入れの加熱をするガスコンロの近くに置きます。
そして、フライパンに天ぷら油(またはサラダ油)を1~2cmの深さになるように入れて「焼戻し」の準備をしておきます。
ナイフ形状にヤスリなどで整形した「金のこ材料」は、刃先部分をサンドペーパーで磨いて、サビや酸化スケールを除去しておきます。
これで、焼入れ・焼戻しの準備完了です。
焼入れ温度から「急冷」することで鋼は硬くなる
焼入れするための加熱温度を「焼入れ温度」といいます。
焼入れ温度から「水で冷やす」操作を熱処理用語では、「水冷」「水焼入れ」「急冷」という言い方をします。(油で冷やすのは「油冷(油焼入れ)」です。
鋼種によって、硬くなる程度は異なり、SK材の「金のこ」は、焼入れ温度から水冷しないと十分な硬さになりません。
現在は、工具には「ダイス鋼」とよばれる高級鋼が多く使われていますが、これらの多くは1000~1050℃の焼入れ温度から空気中に放冷する(これを「空冷」といいます)だけで、かなり大きな品物でも硬くなります。
このような鋼種は「焼入れ性が良い」という言い方をします。
しかし反対に、ここで使用するSK材の「金のこ」は、焼入れ性が劣っているので、水冷しても、硬さがまちまちになりますが、これが材料的に「良くない」ということではありません。
どんな鋼種でも、「良いところがある」から、消えてしまわずにずっと販売されています。 つまり、SK105は良い材料で、刃物にすると切れ味が良く、比較的安く、焼入れ温度が低い部類で、材料が入手しやすい … という特徴があります。
焼入れの作業は30秒間の勝負です
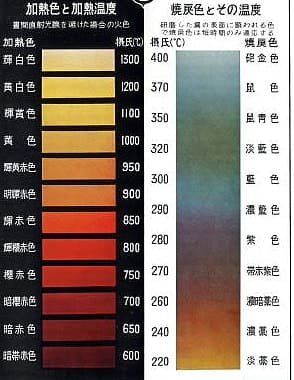
焼入れ前にスケールを磨いて除去しておき、上の写真のような「加熱色」になるように加熱します。
軟化焼なましのときに「予行演習」をした感じを思い出してください。水冷した後でペンチで「折れる」状態がいい状態の温度です。下のような「色」の感じです。


刃先の温度が上がりやすいので、そこの色で温度を決めます。保持する時間は不要です。
目的の温度になれば刃先を下にして、「すばやく」水冷します。品物が小さいので、水の中で振ったりする必要はありません。
この「加熱~冷却」までの操作時間は30秒程度以内の勝負です。
これで、刃先は非常に硬くなっている「ハズ」です。曲げると、簡単に折れる状態になっています。
試験機がないので確認できませんが、たとえ、試験機があっても、刃先の硬さの測定は困難です。
ここでは「焼入れ」にひきつづいて「焼戻し」をします。
焼戻し
フライパンに入れた「天ぷら油」を180℃に加熱します。(火災に注意します)
「180℃」は菜箸を差し込んで、かなり泡が出る状態と説明されていますが、天ぷら油用の温度計があれば180℃目標で加熱します。160~200℃程度であればOKです。
天ぷら油が、その温度になった中に、品物を入れて、1時間加熱して取り出せば「焼戻し」が完了です。
以上で「焼入れ・焼戻し」ができました。
砥石があれば、刃先を立ててナイフの出来上がりです。
日本刀であれば「試し切り」をするのですが、ここでは、髪を切るか、手の甲の毛を剃ってみて「切れ味」を確かめます。
テクニックや熱処理理論を加えた説明をします
少し大きな部分を加熱するには、周りに覆いをするなどで熱が逃げないようにして、カセットボンベのバーナー(トーチ)を使って加熱するほうが均熱できるかもしれません。いろいろ工夫してみましょう。
これらは、自分でやってみて、いろいろな工夫をしていくことが重要で、「熟練する」ために試行錯誤を重ねていく必要があるのは仕方ないでしょう。
焼戻しは鋼を強靭にします
焼入れによって硬くなることは、言い換えれば、内部の応力が増大している … ということです。
多くの鋼では、焼入れによって体積が0.1%程度増大していますので、これも、硬くなっている証拠の一つです。
焼入れによって、硬い組織の「マルテンサイト」という組織になりますが、非常に「もろい」組織なので、焼戻しをして、やや安定した「焼戻しマルテンサイト」という状態の組織にするのが「焼戻し」という説明になります。
180℃程度の焼戻しでは、焼入れのままの状態より、硬さは少し低下しますが、ねばさが増大して、刃物の寿命が伸びます。
特に、鋭利な刃先のある刃物では、焼戻しによって「じん性」が高まることで、微小チッピングを防ぐことが出来ますが、温度を上げすぎると硬さが低下していくので、普通は、焼戻し温度で硬さを調節します。
(今回は160-200℃程度の焼戻し温度ですが、これにより、刃先は60HRC程度の非常に硬い状態になります)
硬いほうが強いということではない
多くの方は「硬いほうが耐摩耗性が高くて長持ちする」と考えているようです。
しかし、それぞれの材料に適した硬さの範囲があり、また、多くの鋼種は若干硬さが下がっても焼戻しをするほうが長寿命になります。
これは理解しにくいことですが、工具寿命は外力と鋼の持つ機械的性質のバランスで決まりますので、刃先形状などを含めて、最適な硬さを経験的につかめるようになることが大切です。
今回は、天ぷら油の温度を180℃程度にして焼戻しでは、焼入れた状態では 63HRC程度 あった硬さが 59HRC程度 になっていることが推定できます。
この温度と硬さの関係は、上のカタログのように、焼戻し温度と硬さの関係が提供されていますので、それを利用して焼戻し温度を設定します。
品物の硬さの確認について
ここでは特に「硬さ」の測定はしませんし、また、出来ません。
普通は、硬さは「硬さ試験機」で測定するのですが、このような薄くて、そして、刃先先端の硬さは、うまく測定できません。
小さな刃物ですので、刃先を研いだあとに、薄い紙を切ったり、手のうぶ毛を剃ってみることで試してみましょう。
「ヤスリアタリで見る」という方法はよくありません。なぜなら、ヤスリの硬さは、今回のナイフの焼入れ状態の硬さよりも、さらに高いからです。
私が作った刃先を削っただけのナイフを包丁研ぎの砥石で刃先を立てて、手の甲の毛を沿ってみたところ、うまく剃れます。
これが目的の硬さになっているかどうかはわかりませんが、うまく熱処理できている感じがします。
日本刀の熱処理も同様で、刀鍛治は正しい熱処理過程を踏めばよく切れる刀になることを体得しています。
このように、熱処理はの良否には経験が左右するのですが、それはともかく、この「焼入れ・焼戻し操作」で、熱処理の基本は感じていただけたと思います。

