マルテンサイト系ステンレスの熱処理(こちらの記事)を理解するために、一般工具鋼の熱処理の事項を知っているとクラフの見方や考え方が理解しやすいので、それを簡単に紹介します。
焼入れ温度と硬さ
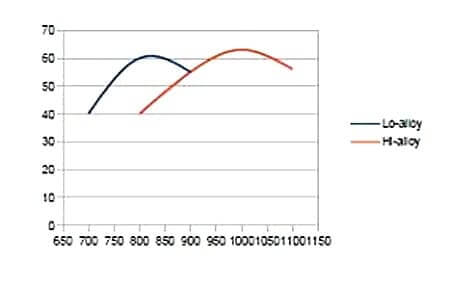
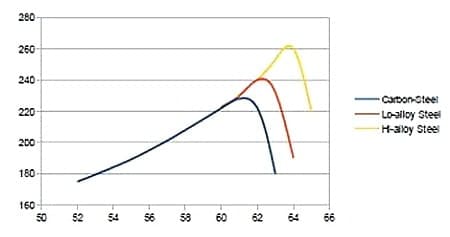
これは、赤い線はSKD11などの高合金工具鋼で、青い線はSKS3などの低合金工具鋼の焼入れ温度と硬さ傾向を示すイメージ図です。
どのような鋼も、温度域や焼入れ硬さレベルは異なりますが、このような中央が膨らんだ硬さ傾向になり、硬さのピークの手前を焼入れ温度とするのが適当です。
ピークを超えた温度に加熱すると、低合金鋼では結晶粒の増大で、じん性が低下しますし、高合金鋼では、それに加えて、残留オーステナイトが増加する … という理由です。
もちろん、硬さのピークから下の焼入れ温度では、充分な硬さが得られません。
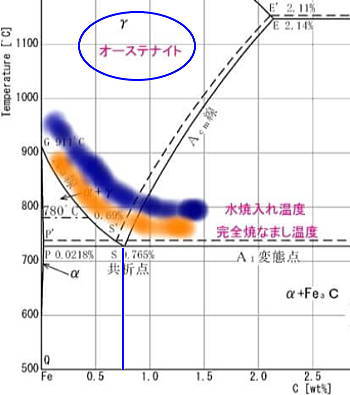
特に高い硬さで使用する高硬さのマルテンサイト系ステンレスでは、残留オーステナイトが増えることで、焼入れ加熱温度をあげても硬さが出にくくなります。
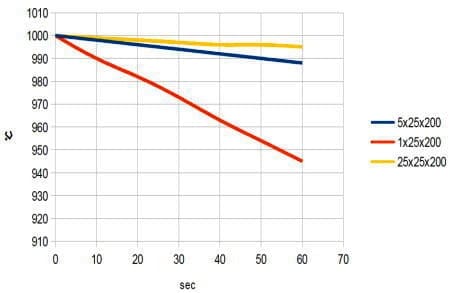
焼入れ時の冷却
これについても、鋼種ごとにカタログなどに「空冷」「油冷」などで冷却方法が指示されています。
炭素(C)やクロム(Cr)は、焼入れ性を高める元素で、焼入れ性は高い部類に入るために、ナイフのような薄いものでは、「空冷」で充分硬化するものがほとんどです。
しかし、あえて「油冷」と指定されているものもあります。
これは、「硬さ」の出にくさよりも、焼入れ組織的にそれを指定されていることもあって、基本的にはメーカーのカタログなどの指示によるのが無難です。
ただ、薄い刃先が重要なナイフ類では、空冷で焼入れする方が油冷するよりも「焼入れ時の変形」が少ないこともあり、空冷でも組織的な問題もなく、充分硬化すると考えていていいのですが、実作業における冷却の問題(トラブル)について理解しておく必要があるので、あとで説明しています。
焼戻し温度と硬さ
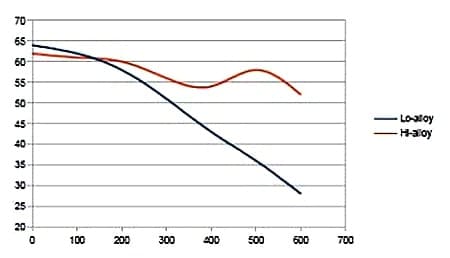
次に、焼戻しの硬さ傾向ですが、この図のように合金成分によって異なります。
SUS440系統の材料は、図のHi-alloyのように500℃付近で再硬化します。しかし、200℃程度の低温焼戻しに比べて硬さが低いので、硬さが欲しい場合は高温焼戻しではダメでしょう。
高速度工具鋼(また、析出硬化系ステンレスもそうですが)のように高温での耐熱強度や耐摩耗性を必要とするものは、この性質を利用して高温で焼戻ししますが、それ以外は、強さ、じん性、熱処理のしやすさ … などを考えると、250℃程度までの温度で焼戻しするのがいいでしょう。
SUS440系統を使う場合は、高い硬さが必要な場合がほとんどですので、高温焼戻しをして使用することはほとんどないかもしれません。
しかし、あえて、使用中の品物の安定性を求めて、硬さを落としても高温焼戻しをする用途もあります。
焼戻しの重要性
「絶対に硬いほうが性能がいい」と豪語する方もおられるようですが、ここでは、焼戻しによって若干硬さが下がっても、そのほうが優れている … ということを説明します。
これは、鋼の硬さと引張強さの関係の模式図です。
焼入れは、基本的に「最高硬さ」の状態になるように焼入れするのが基本で、そうすると、最高硬さ付近では、この図のように、引張強さが低下しています。
次の図は、冷間工具鋼の汎用鋼種SKD11(大同特殊鋼さん)の例ですが、同様に、焼戻しによって、引張強さや耐衝撃性が温度とともに急激に回復していることがわかります。
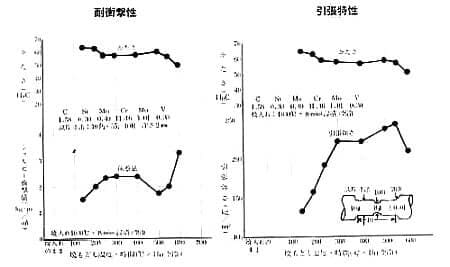
焼戻しをしないで製品が作られているものもたくさんありますが、これは特殊な事情があるためで、通常は、機械的な特性を考えて、それで、温度(とその時の硬さ)を決めて焼戻しすることが必要です。
これは、焼戻しの組織変化などの過程を知るとわかってくるのですが、(ここでは説明しません)上図の傾向は、どのような焼入れする鋼種も同じ傾向になっています。
このように、焼戻しをすることで機械的性質を回復・向上しますから、焼戻しは非常に重要なものです。
たとえば、小径ベアリング(鋼種:SUJ2)などでは、圧縮強度を低下させずに転動寿命を伸ばすために、120~160℃程度の低い温度で焼戻しされています。
これは、引張力が加わらない用途のためで、一般的には、「破壊(ナイフの割れや欠け)」は(圧縮強度ではなく)引張強度を超えた外力で生じるために、引張強度が回復するように、200℃程度の「焼戻し」が有効です。
その他、(ここでは説明しませんが)特にマルテンサイト系ステンレスのような高合金鋼では、焼戻しをきっちり行なうことで、内部応力の均一化や残留オーステナイトの安定化という役割があります。
さらに、ここに示すメーカーでの熱処理データの多くは、1回の焼戻しのデータですが、実際の熱処理作業はこのような実験環境と違うために、きっちり2回の焼戻しが必要です。
以上のように、高炭素の焼入れ鋼では、絶対に焼戻しが必要なのですが、それでも「硬いほうがいい」「焼戻しは1回でいい」と主張する方も見受けられますが、理由や目的があれば別ですが、ナイフなどの工具用途では、考えものです。
以上の材料と熱処理の基礎的事項を知っていると、マルテンサイト系ステンレスの特徴などが理解しやすいでしょう。