前のページでは、家庭で熱処理ができる鋼種でホームセンターで購入できるSK材の「金のこ」を使うことにしましたが、これは、すでに「焼入れ・焼戻し」の熱処理がされた硬い製品ですから、ナイフのかたちに加工したくても、硬くてどうにもなりません。
そこで、このページでは、硬い鋼を軟らかくする「焼なまし」をしていきます。
WEBなどで販売されている鋼材は、すでに、「完全焼なまし」という処理がされて、加工しやすい硬さになっているので、ここで説明する「焼なまし」操作は不要です。
また、ここで行うのは簡易的な焼なましで、「完全焼なまし」のように軟らかくなりませんが、ヤスリがけなどができる硬さになります。
焼入れ焼戻しされた硬い鋼を軟らかくします

硬い「金のこ」をペンチで曲げると、かなり簡単に折れます。
製品になっている「金のこ」は、焼入れ・焼戻しの熱処理がされていて、金のこに適した「適当な硬い硬さ」になっているために、このままでは硬すぎて削り加工や「ヤスリがけ」などの成形ができません。
これをグラインダで削れば加工できますが、ここでは、熱処理で硬さを下げる簡易的な「焼なまし」をやってみます。
これは「軟化焼なまし」といいますが、熱処理では「低温焼なまし」に分類されるものです。
焼なましの種類にはいろいろあります
鋼材やさんから購入する鋼材(メーカー品)は、機械加工できるような硬さになっています。
これは、「完全焼なまし」という熱処理がされていて、やわらかい状態で販売されていますので、機械加工前の焼なましなどの熱処理は不要です。
この「完全焼なまし」は、800℃程度に温度を上げて、「炉の中で非常にゆっくり冷やす」熱処理で、これを家庭で行うのは大変なので、ここでは700~750℃程度に加熱する「軟化焼なまし」という方法で、鋼を柔らかくする方法を取ります。
今回ナイフを作ろうとしている「金のこ」は、「焼入れ・焼戻し」という熱処理がされていて硬くなっているので、それを軟らかくするには、もう一度「温度を上げる」と軟らかくなります。
加熱する温度が高いほど、「軟らかく」なります。
ただ、下で説明する「組織変化(結晶構造の変化)」が起こる温度(780℃以上)まで上げてしまうと、ゆっくり冷却しないと、かえって硬くなってしまうので、ここでは、700~750℃を狙って温度を上げて、その後は放冷する方法で加工できる程度の硬さにしようと思います。
次のページで行う「焼入れ」も完全焼なましと同様に、「組織の相変化」を利用するもので、800℃程度以上に温度を上げて、それを水で急冷することで、非常に硬くなる性質を利用します。
温度を上げて組織が変化することを「変態」といいます
鋼が変態する温度は730℃付近にあるのですが、温度を上げるスピード(または、下げるスピード)によって変態する温度が変わります。もちろん、鋼種(化学成分)によって変わります。
普通の鋼の熱処理では、730~780℃を超えて加熱すると変態し、いったん変態してしまうと、それを軟らかくしたい場合はゆっくりと冷却する「炉冷」が必要になります。
「金のこ」のSK材では、800℃程度から空気中に放冷すると、少し硬くなりますし、油で冷やすと、かなり硬くなりますし、水で急冷すると、非常に硬くなります。
だから、これからやろうとしている「軟化焼なまし」は、変態させない温度の700~750℃に温度を上げて「放冷する(空冷する)」というやり方をします。
「金のこ」も、割れない工夫がされています
金のこの端部をよく見ますと、(上の右の写真で)色が少し変わっているのが見えます。

これは、穴の部分が硬いと、そこから割れてしまうので、その部分だけ温度を上げて柔らかくしている跡です。
この着色は「テンパーカラー」または「焼戻し色」と呼ばれる再加熱した跡で、バーナーなどで300~500℃程度に加熱して「割れどめ」をしたあとの色がついています。
この、一部分だけの硬さを下げる熱処理は、品物全体を加熱炉などで加熱する「全体熱処理」と異なり、「部分熱処理」といいますが、今回は、焼なましの場合は「全体」を加熱し、焼入れの場合は、硬くしたい部分を加熱して水冷する「部分焼入れ」、焼戻しは、天ぷら油での「全体焼戻し」をします。
このように、熱処理用語はいろいろな表現があってややこしいのが難点です。
この「焼戻し」は、焼入れして硬くなった鋼を、ねばくて強い鋼にするために加熱する熱処理のことで、それが「焼なまし」という表現になると、「軟らかくする」という目的が強い感じの名前になります。
やっていることは同じですが、目的によって言い方がいろいろあることも熱処理がわかりにくい原因かもしれません。
通常販売されている鋼材は、完全焼なましされており、最も軟らかい状態になっているので、それを、例えば、750℃の軟化焼なましをしても硬さは変わりません。
このように、熱処理について、細かいことを言い出すと奥が深いのですが、変態温度以上の温度に加熱すると結晶構造が変わることが熱処理による品質特性の変化につながります。
熱処理法法で、そこからの冷却速度の違いで大きく性質が変わり、速く冷やして、硬い結晶構造にする「焼入れ」と、ゆっくり冷やして、やわらかい結晶構造になる「焼なまし」に別れます。(もちろん、中途半端に冷やすことで、性質が変わります)
さらに、焼入れして硬くなった鋼を再加熱して、強さ(硬さ)を調整するのが「焼戻し」です。
このように、「焼なまし」「焼入れ」「焼戻し」… という、よく似た用語が出てくるので、わかりにくいのですが、硬さの違いを作り出して、目的の用途で使えるようにするのが「熱処理」だとイメージしておくととらえやすいと思います。
軟化焼なまし温度(700~750℃)はどのようにして決めますか?
このように、ガスコンロの直火で加熱する方法で、700℃目標で「軟化焼なまし」をします。


この温度を測る方法ですが、温度計はありませんので、ここでは「色温度」を使います。(次のページの「焼入れ」でも、この図を使います)
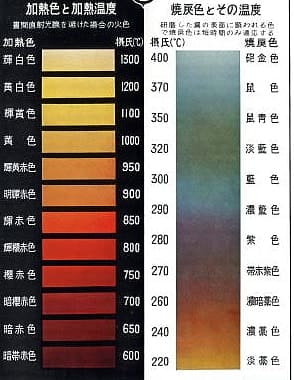 (プロテリアル(旧:日立金属)さんの資料から)
(プロテリアル(旧:日立金属)さんの資料から)
この図のように、薄暗いところでは、鋼を加熱した時、600℃程度以上で色が付き始めます。
この左図の色をイメージして、品物をまんべんなく700℃に加熱し、その後、コンロから離して放冷します。
ここでは、750℃以上に温度を上げないように注意しながらゆっくりと加熱します。
上げすぎると硬くなることもあるので、もしも800℃ぐらいになってしまっても、すぐに、じわっと 700℃の色 に戻せばOKです。
赤熱した状態から空冷すると、若干硬くなってしまいます。
しかし、ヤスリの削り加工はできる程度の硬さにはなりますので、焼なまし処理は失敗ですが気にしなくていいです。
薄暗い状態でないとこの図の色と温度が異なってきます。 そして、50℃程度の誤差はここではあまり問題はありません。
「700℃温度になった」と思ったら、それでOKで、一定温度を保持する必要はありません。そのままガスの炎から遠ざけて空冷してください。
この工程は、30秒程度で終わるようにして、長い時間、加熱しないようにします。
これは、昔から行われてきた方法です
これは、非常に、非近代的に思われるかもしれませんが、「刀鍛冶」の日本刀づくりも、このような方法を自分の体で体得していたものです。
炭の温度、品物の温度、水に冷やすときの音 … など、すべて五感でやってきているのですから、今回やっていることも、目的が達せられればいい … と割り切って作業しましょう。
予行演習をすれば、感覚が掴めます
慣れないので難しい操作です。
だから、余分な材料で、加熱色と温度の感覚をつかむ「予行演習」をするといいでしょう。
この場合は、加熱後に水に急冷するといいでしょう。
この色温度表の、600℃、700℃、750℃、800℃に加熱して、水に入れて急冷(これが「焼入れ」)して、ペンチで折り曲げて様子を見ると、感覚的に硬さの変化がわかります。
このように段階的に加熱をやってみると、750℃まではだんだん柔らかくなる様子がわかりますし、800℃に上げると急に硬くなる … という様子や感覚が掴めます。(私もこの記事を書くためにやりました)
このように、変態温度(焼入れするための温度)以下の加熱では、加熱後に水冷しても硬くなりませんから、目的の温度に加熱して、その後、フライパンから遠ざけて「空冷」(そのまま空気中で冷やす)をするだけで「金のこ」は軟らかくなっています。
軟化焼なまし後は、ナイフの整形しましょう
この軟化焼なましをすると、比較的簡単に曲がるようになります。

この低温焼なましでは、完全焼なましをしたものよりも少し硬いのですが、曲げても折れることがありませんし、ヤスリで削るなどが可能です。
この状態で、ヤスリなどでナイフに成形します。
今回の「私のナイフ」は、ただ、刃を立てるだけの簡単な加工をしただけです。
そして、本題の「焼入れ」に入るのですが、その前に、熱処理の「不具合」の原因になる「脱炭(だったん)」について取り上げます。
酸化と脱炭について
軟化焼なまし(低温焼なまし)は30秒~1分以内の短い時間の加熱でしたが、冷えてからそれを曲げてみると、その裏側は、すでにスケール(酸化膜)ができています。

これは、酸化した被膜が取れている状態です。
問題は、このようなスケールが付着しているまま焼入れすると、加熱の時に、鋼中の炭素と結びついて鋼表面の炭素を奪うために、焼入れしても硬さが入らないという不具合が発生します。
これを、「脱炭による硬さ低下」と言います。
この不具合が生じないように、酸化物や「さび」などは、焼入れ前には、ペーパーなどで除去しておく必要があります。(どんな場合でも、焼入れする場合は、きれいな「加工肌」でないと、うまく焼入れできません)
空気中で高温に加熱すると「酸化・脱炭」は避けられないのですが、この影響を少なくするためには、必要以上に高温にさらさないことと、長時間加熱しないことが大切です。
それでは、ページを変えて、焼入れ・焼戻し作業をしましょう。

