熱処理を知ろうとすると、どうしても、わかりにくい言葉や内容がでてくるのですが、ここでは、「ナイフを作りながら熱処理の基本を学ぼう」の3ページの記事(こちら:材料 軟化焼なまし 焼入れ・焼戻し)の内容の理論を理解しやすいように、15分間ほどで主要な熱処理用語を補足しながら説明していきたいと思います。
… と言っても、きっちりとした理論や図表を提示しながらでは、理解が難しくなりそうなので、私の頭の中にあるイメージをもとに説明させていただきます。
鋼材(鋼種)について
下表は、冷間工具鋼のうち、JISの代表鋼種とメーカー別の鋼種名の一覧表です。(雑誌 特殊鋼より)
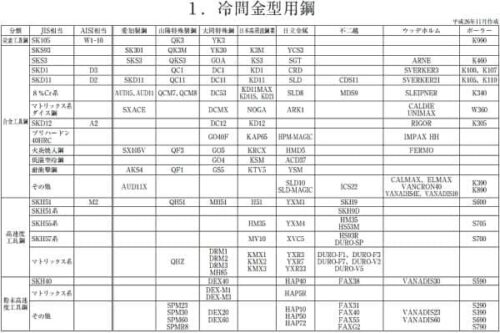
これ以外にも、刃物(ナイフなど)として使用できる鋼材(鋼種)は数え切れないほどありますが、この表にある鋼種がメーカーの推奨鋼種で、つまり、比較的入手しやすい鋼種です。
もちろん、これらの鋼種でも、入手できるサイズは限定されますし、鋼材自体が特殊な流通形態なので、入手できないものも多いですから、この表にない鋼種はほとんど入手が困難と考えていいでしょう。
通常、鋼材は、「鋼材屋さん」などの鉄鋼取り扱い企業から購入しますが、機械加工して工具や機械部品に仕上げた後に熱処理をする物がほとんどなので、工具鋼鋼材はそのまま機械加工できるように、「完全焼なまし」した状態で販売されています。
JIS鋼種でもJIS品質以上なので「JIS相当品」という
各製鋼メーカーは、JIS鋼種(JIS規格に指定されている鋼種)とJIS規格にない独自の鋼種を製造しており、製鉄所で作られる機械構造用鋼に比べると、多種少量生産です。
また、JISは、JIS品質以上の鋼を製造することが求めているので、各メーカーは、独自のメーカー名をつけており、JIS鋼種でも「JIS相当品」という言い方をしています。
JIS相当品(相当鋼種)でも、各社の特性は違う場合も多いので、熱処理の特性などを調べる場合は、JIS規格をみるよりも、メーカーカタログや技術資料を利用するほうがいいでしょう。
余談ですが、最近のJIS規格は、規格内容だけの味気ない内容になって、過去にはあった「解説や資料」の部分がなくなっていて、JIS規格を探しても味気なくわかりにくいので、ともかく、メーカーカタログをみるのがベターでしょう。
鋼の成分で一番重要なのは炭素(C)量
鋼(鉄鋼)は鉄Feと炭素Cの合金で、特に、炭素量の違いが様々な特性に影響します。
炭素量が0.6%程度以上であれば、熱処理(焼入れ)で刃物として使用できる58HRC以上の充分な硬さになりますが、一般的に「耐摩耗性」は炭素量の多いほうが高いので、「炭化物」や炭化物の種類による影響も加わります。(もちろん、耐摩耗性が高いと「じん性」は低下する傾向が生まれます)
また、化学成分での規格には幅がありますが、厳密的には、上限と下限値で特性の違いが出るほどに炭素量は重要です。
一番上にある SK85 は、「共析鋼」といい、熱処理の図などに取り上げられることが多い鋼で、刃物などに使うには、これ以上の炭素量が望ましいという基準鋼の位置付けです。
しかし、炭素工具鋼は、品物が少し大きくなると、充分な硬さになりません。(これを「質量効果」といいます)そこで …
合金元素を加えて特性を変える
炭素工具鋼に、マンガンMn、クロムCrなどの「焼入れ性を増す合金元素」を加えることで、大きな品物でも硬化するようになります。
これらの鋼種が「合金工具鋼」に分類される鋼種です。
合金元素は「焼入れ性」を高める(Mn、Crなど)、強さを増す(Cr、Mo,など)、じん性を高める(Niなど)などの役割があります。
しかし、「加えればよい」とか、「多いほどよい」 … というものではなく、他の合金元素量なども合わせて、バランスを考えて鋼種が決定させています。
鋼について言えることですが、「すべてに良い」という鋼種はありません。
つまり、何かが良ければ、何かの良くない要素がでてきます。
「ナイフを作りながら熱処理の基本を学ぼう(→材料 焼なまし 焼入れ・焼戻し の3ページで紹介)」では、SK105という炭素工具鋼の「金のこ」材を使っていて、これは、薄くても水冷しないと硬さがでない鋼種です。
しかし、日本刀や高級包丁にはこの系統の材料が今でも使われているということは、高価な鋼種が優れているということではなく、例えば、切れ味の良さ … などの優れた特性は他には変えられないからです。
焼入れ性
この、「焼入れ性」が高い鋼種になると、品物が大きくなっても最高硬さが維持され、さらに、水ではなく、油で焼入れしても硬化するようになります。(もちろん、空冷でも硬化する鋼種もたくさんあります)
焼入れ性の良い鋼種を焼入れで水で冷やすと、逆に、曲がりや割れの危険性があるだけでなく、硬さがでにくくなることもあって、適材適所で鋼種を選ぶ必要があります。
つまり、焼入れ性が高い鋼種がその他の特性に優れているというものでもありません。
希望する特性のある鋼種を選ぶことで寿命や性能が変わるので、鋼種の選択は重要なことです。
熱処理の工程
鉄鋼の熱処理では、「機械加工をするために、柔らかい状態にする=焼なまし」と「硬く・強くする=焼入れ・焼戻し」が重要です。
鋼は、高い温度に加熱することで鋼の結晶構造が変わる性質を利用するのですが、速く冷やすと硬くなる性質がありますし、冷やす速度を遅くすると、速度に応じた硬さや組織になります。
それを説明しようとすると、膨大になって「わかりにくい」ということになるようですが、基本的な熱処理操作や変化は簡単にイメージできるものです。
「焼なまし」「焼き入れ」「焼戻し」と、用語が紛らわしいのでわかりにくいのですが、いずれの熱処理工程も、「指定の温度に加熱して」「指定の冷却方法で冷やして」という操作が基本になります。
これらの温度や操作は、鋼種ごとに決められています。
熱処理説明では、専門用語が多すぎる?
ちょっと、ズラズラと熱処理の用語を含めた文言を、以下に書いてみます。
指定の温度に温度を上げることを「オーステナイト化する」といいます。
これは、温度を上げることで、鋼の結晶構造が変わるので、それを熱処理で利用しますが、この組織が変わることを「変態」と言います。
また、このような高い温度から、例えば加熱炉の中でゆっくり冷やすと、もとの加熱前の結晶状態に戻って「鋼の最も柔らかい状態」になるのですが、反対に、オーステナイト状態になった焼入れ温度から急冷すると、マルテンサイトなどの、別の結晶構造に変化して「非常に硬く」なります。
もちろん、結晶構造が変化するので、長さや体積が変わり、それが熱の膨張収縮に加わって、変形や割れなどの原因になります。
最も顕著なのは、マルテンサイト化による長さや体積の膨張です。
このために、体積や重量のある品物を焼入れすると、各部が均一に冷却できないために、組織変化と熱変化による曲がりが生じます。 … 。
熱処理ではこのような説明を各項目について図表を示すなどで説明されるので、わかりにくい感じがしますが、要は、硬くするか軟らかくするために温度の操作をするということが熱処理で、目的の性質を得るのに、どのようにすればいいのかを考えるというようにすると、わかりやすいと思います。
機械的性質の変化
鋼(鉄鋼)の性質は、「硬さ」で代表することができます。
これは、指定の熱処理を行った時に、硬さと、強さやじん性、耐摩耗性、耐食性などがわかるデータが用意されているためです。
例えば、熱処理したあとに硬さを測ることによって、正しく熱処理されたかどうかが分かりますし、どのような特性になっているかが推定できます。
硬さは「硬さ計」で測定します。
比較的よく使用される「硬さ計」はショアー硬さ計、ロックウェル硬さ計などがあります。
これらは、正しい硬さを測るための決めごとがありますので、それに沿って測定しなければなりません。
熱処理説明に使われる図表
平衡状態図
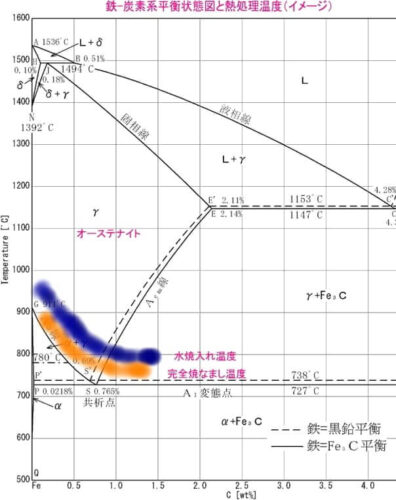
急に専門的な図が出ましたが見るだけでいいです。 … これが「鉄炭素系の平衡状態図」とよばれるものです。
鋼は成分と温度で組織の状態が変わります。状態の変化を「相変化」や「変態」と言います。
熱処理はその変態を利用して、焼入れをして硬くするのですが、そのためには、色を付けた部分の温度に加熱して、「オーステナイト」という状態にして、そこからの冷却速度で硬化したり軟化したりさせることになります。
この図は、そのような温度変化を示すものではなく、その温度での鋼の組織の状態を示しているだけですが、それでは、熱処理説明に利用することが少なすぎるので、例えば、上のような「適正加熱温度の線」を書き入れたり、ある組成の鋼の冷却過程の組織変化を説明する … などに利用されています。
連続冷却曲線
下の図は、鋼をオーステナイトの状態から、冷却速度を変えて冷却すると、下図のように、Msまたは Ps-Pf などの温度域で変態して、硬さが変わることが示されています。
これが「連続冷却曲線(CCT曲線)」と呼ばれるものの例です。
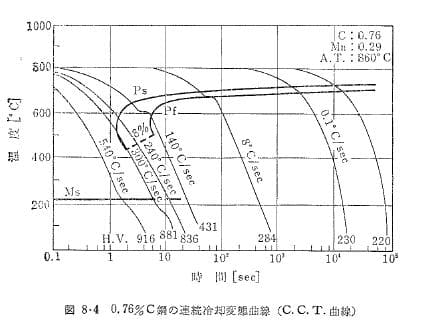
公表されている図はそんなに多くはないのですが、今回、「ナイフを作りながら熱処理の基本を学ぼう」の記事で使っている SK3(現在はSK105)は1%Cの鋼材ですが、この図は0.8%Cの SK5(現在のSK85)の図で、成分が炭素量の違いだけですから、ほとんどよく似た傾向になります。
この図では、300℃/秒以上の速度で冷却すると、軟らかい組織がでないで非常に硬くなることが図から読み取れます。
ただ、約3秒以内に完全に冷やす必要があるために、水冷が必要ということになります。
焼入れ性の高い鋼では、Ps-Pfが、もっと右に移行した図になっています。
SK剤では、少し大きな品物では、そこまで速く冷却できないので、日本刀のように、刃先が硬くて、胴部は「ねばくて強い」状態になります。
冷却する速度が変わると、硬さや組織が変わる … というのが熱処理の妙味といえます。
合金元素で焼きが入りやすくなる
もしも冷却が遅いと、硬い「マルテンサイト」にならないで、その他の組織(ツルースタイトやソルバイト、ベイナイトなどの組織)になって、十分に硬化しない状態になるために、そうなりにくいように、合金成分のクロムCr、モリブデンMo、タングステンWなどを少量加えて「焼入れ性(硬くなりやすい性質)」を向上させた鋼種が「合金工具鋼」です。
このような合金鋼を使うと、やや大きな品物になっても、水冷でなくても、油で焼き入れしても硬化するようになります。
水冷せずにゆっくり冷やしても硬くなる合金鋼では、熱処理時の変形(曲がり)が小さくなるなどの利点が出てきます。(これは熱処理による変形が少なくなるということで、変形しないということではありません)
それらの焼入れ性を高める元素をたくさん入れていくと、かなり大きなものでも空気中に放冷するだけで硬化する鋼種があります。
SKD11などの鋼種が有名で、これは、空気焼入れ鋼などと呼ばれます。
ただし、これらの鋼は高価です。
そしてもちろん、SKD11の良さはいろいろありますが、SK材に比べた短所もあるので、必ずしもすべての特性に優れるというものではないということを知っておいてください。
鋼種を見分ける方法:「火花試験」
グラインダなどで鋼を削ったときの「火花」で、鋼の成分や状態を見分けることができます。
これを利用すると「炭素量」「合金の種類」がわかるので、鋼種(鋼の分類)を推測できます。
正確に炭素量などを知るには熟練が必要ですが、ここでは、2つの鋼を比べて、同じかどうかをみることは簡単にできるので、それを紹介します。
JISにこの火花試験方法の規格がありますが、それに沿って試験をするのは大変ですので、難しく考えないで、身近なグラインダを使って、一度体験していただくのが良いと思います。
砥石の種類や回転数なども関係しますが、ここでは、サンダーのようなものでもいいので、削ったとき火花を見てみましょう。


左はS45Cで炭素量は0.45%です。右はSK3で炭素量は1%程度です。
これを比べてみると、色の違いや火花の先端の割れ方(これを「花の咲き方」といいます)に差があります。
成分のわかった鋼種で何回か練習すると、成分の違いもわかるようになってきますが、ともかく、鋼材が2つあって、それが同じかどうかなどの判定ができますから、材料を混ぜてしまった場合などでは使えるので、知っておくと役に立ちます。
焼入れ・焼戻しの知識
「ナイフを作りながら熱処理の基本を学ぼう」では、ガスコンロの加熱温度にあった鋼種(炭素工具鋼)を用いて「水冷+低温焼戻し」によって最適な品物になるような条件を選んでいます。
しかし、一般的には「メーカーのカタログなどの標準熱処理条件」に沿って熱処理条件を決めます。
ただ、どのような鋼種も、焼入れ温度と硬さは、下のような傾向になります。
最適な焼入れ温度は、最高硬さの出る温度の少し下の温度を選ぶのですが、カタログなどではこのような図ではなく、鋼種ごとの熱処理温度や条件が示されています。
その焼入れ温度範囲の「低めの温度」を選びます。
焼戻し温度と硬さ
熱処理では温度と時間は一定の関係があり、焼戻ししたときの「硬さ」は時間と温度の関数で決まるとされています。
M=(T+273)[(21.3-5.8×C%)+ logt ] はその一例で、この式を見ると、温度(T)よりも時間の影響が(logt)で少ないことで、焼戻しでは、高い温度で短時間処理するのではなく、低い温度で加熱して、十分時間を取る … というのが硬さを一定に保つ基本になります。
ゆっくりと焼き戻ししたほうが愛着も出てくるので、焼戻しは、1時間以上で、丁寧に充分な時間をかけて行います。
HPの例では、品物が小さくて水冷していますので、この場合は1回の焼戻しで問題はありません。
実際の品物では、焼割れの危険性などで、焼入れ後、品物が常温にならない状態で焼戻しに入ることも多いので、この場合は、品物の品質保持で、最低2回の焼戻しをするのですが、これは特殊な事情なので、理由や説明は大変なので割愛します。
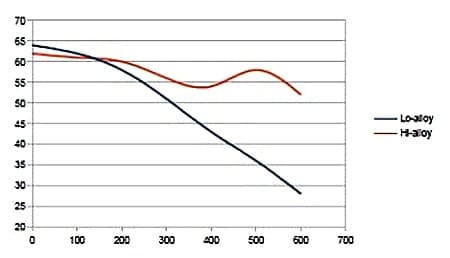
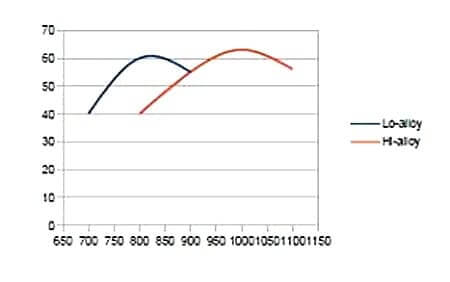
このように焼戻しする温度と硬さの関係は、鋼種によって違います。横軸が「温度」、縦軸が「ロックウェル硬さ」。
今回焼入れしたナイフのSK3(SK105)は青い線のような傾向で、焼戻し温度を上げるにしたがって硬さが低下します。
記事では、市販の「金のこ」を加工するために「軟化焼なまし」で説明していますが、これはJISの用語では「低温焼なまし」に分類されるもので、この図のように、700℃程度の温度まで上げると、充分に機械加工できる硬さになることがわかります。
赤い線は高合金工具鋼のSKD11」の例ですが、500℃程度で硬さが再上昇する現象が見られます。
これを「2次硬化」と言い、耐熱性が必要な場合は、このような傾向のある鋼を使用します。
このように、鋼種ごとにこのような温度曲線が作成されています。
通常は180-200℃程度の焼戻しが標準ですが、それよりも低い硬さにしたい場合は、この図で硬さを読み取って、その温度で焼戻しします。
もちろん、焼戻し温度によって組織や硬さなどの性質が変わっていきます。
そのために、工具鋼メーカーでは、焼戻し温度と機械的性質(例えばシャルピー衝撃値など)のグラフを公表していますので、それらをもとに、品物の硬さを決めるようにします。
「ナイフを作りながら熱処理の基本を学ぼう」での作業は、180℃程度の焼戻しをすることで、「安定な焼戻しマルテンサイト状態にして、硬さ・ネバサに優れた状態にした」… という熱処理をしたことになります。
硬さ
「ナイフを作りながら熱処理の基本を学ぼう」では、家庭で行う熱処理なので、試験機もないし、あったとしても、刃先の硬さは測定できなかったのですが、一般的には、熱処理品質は硬さの測定で保証する … という考え方があります。
工具などでは、 ロックウェル硬さ試験機を使って、ロックウェルC硬さ(HRC)で表示されているものが多いようです。
この硬さ計は測定が比較的簡単で、再現性が高く、測定したときの圧痕が小さいことなどが多く使われている理由のようです。
これは、圧子の先端のダイヤモンドの円錐を押し込んだときの進入深さを数値化して硬さ値としています。
その値が大きいと「硬い」ということになります。
数値と硬さのイメージは、生(なま)の鉄は10HRC程度以下で、調質したSCM435は30HRC程度、焼入れした包丁の刃先は60HRC程度 … というイメージです。
硬さは「強さ」に繋がります。硬いことで包丁などの刃物として使用できるということになりますが、硬ければ「もろくなる」ので、品物には「適当な硬さ値がある」ということも知っておいてください。
品物の硬さは表面の硬さ
鋼を焼入れすると、内部に行くに従って、冷却速度が低下するために、表面から内部に向かって硬さが低下します。
焼入れ性の高い鋼は、その程度が小さいのですが、焼入れした鋼の表面と内部では、同じ硬さとは限りませんが、内部の硬さは品物を破壊しないと測定できないので、普通は、表面硬さのみの測定になります。
また、正しい硬さ測定をするためには、このロックウェル硬さに限らず、「測定のための制約や基本的な取り決め事項」があります。
例えば、測定面の状態(平滑さや表面あらさ)や形状などですが、JISでは主に、硬さ基準片、硬さ計だけの試験方法を規定していますので、実際の品物の測定となると、さらにいろいろな制約が加わります。(硬さ測定作業も、正しい硬さを図るためには、熟練が必要です)
機械的性質と熱処理
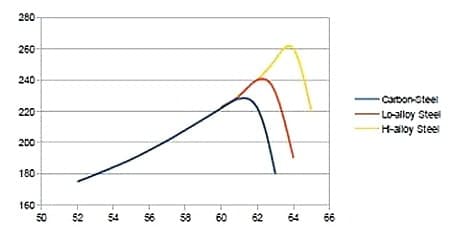
この図は、鋼種の違いによる硬さと引っ張り強さの関係の模式図です。(この図は、縦軸は引張強さkg/mm2、横軸はロックウェル硬さです)
しばしば、「硬いほど強い」と考える人もいますが、鉄鋼では、硬さ=強さ(≒引っ張り試験値) と考えていいものの、この図のように、高い硬さの場合は、その関係が崩れています。
つまり、硬くても強くないということがでてきます。
「だから、それぞれの鋼種(成分)にあった硬さ範囲で使用するのがいいということです。
工具の特性は「鋼種」と「熱処理」で決まる
例えば、耐摩耗性は、①硬さ ②炭化物量 ③炭化物の大きさ ④炭化物の硬さ で決まるとされていますので、これは成分的な要素が大ですが、それに対して、じん性は(もちろん成分が関係しますが)熱処理で操作できます。
熱処理で耐摩耗性とじん性をバランスさせて長寿命化することが可能です。
カタログの特性と、実際の品物の特性の違いを把握するのは難しいことですが、鋼材メーカーのカタログには、機械試験結果を示しているものも多いので、それを参考にしながら熱処理のやり方で品質の高い工具や製品ができるという道が残されているといってもいいでしょう。
それらを考えていくには、「脆性(ぜいせい)温度」「結晶粒度」「残留オーステナイト」「エムエス点・エムエフ点」「時効変化」「焼入れ性や質量効果」などを検討していくのですが、それらや熱処理の全般を知ろうとすると、時間がかかるのですが、ここまでで、材料と熱処理の基本のイメージは理解していただけたと思います。

