マルテンサイト系のステンレスはナイフや包丁などでたくさん使われていますが、十分な硬さが出ないとか、焼入れが「甘いのでは?」という声を聞くことがあります。
摩耗しやすい? 硬くない感じがする? … という感じがするなどですが、材料的な問題と、熱処理作業上で問題点を考えていく必要があります。
JIS鋼種では、SUS440Cが最も高い硬さが出る鋼種ですが、180℃の焼戻しをすると、58HRC程度硬さになります。
水焼入れするSK材や高耐摩耗鋼のSKD11は、簡単に60HRC以上の硬さが出るので、「軟らかい」という感じを持つ人も多いのかもしれませんが、58HRCは十分高い硬さになっています。
しかしそれよりも、刃先が細くなっているナイフなどは、一般に使われる硬さ試験機では刃先の硬さ測定ができないので、胴部の硬さを測定して熱処理工程に異常がないかの確認をしていますが、ひょっとすると、刃先の硬さが充分でないかもしれません。
ここでは、(ステンレスに限っていませんが)「カタログ通りの硬さが出ない」という原因が、(熱処理やさんには面と向かっていえませんが)気づかないところにあるかもしれないという例を紹介します。
焼入れで硬さが入らない … という原因
大きな原因に考えられることは、熱処理作業では、「焼入れ温度が低い」「焼入れ時の冷却速度が速くない」「焼入れ時の操作が不適当」「焼戻しが不適当」「硬さ測定上の問題」などがあげられます。
焼入れ温度が低い
このうち、「焼入れ温度が低い」という原因に対して、炉や炉内の温度精度など見えない管理部分の原因も考えられますし、自動制御された炉では、機器の構造や特性など問題と、さらに、焼戻しとの問題が複合している場合も考えられます。
焼入れと焼戻しのどちらが原因なのかを切り分けるためには、焼入れ硬さを測定すればいいようなのですが、通常はそれを測定しませんし、焼割れや焼歪の防止のために、測定できない場合がほとんどです。
また、薄くて測定面が平行でない包丁などの刃物では、正確な硬さ測定も難しく、顕微鏡組織を確認するとわかりますが、それは品物を破壊しての検査ですし、原因を特定するのも大変です。
炉が自動で熱処理してくれる
近年は自動化された炉での熱処理が主流になっています。
炉のタイプは、「1室または2室タイプの真空炉」で、1室タイプは加熱後、加熱室に窒素ガスを入れて冷却するタイプで、2室タイプは、加熱室から分離した部屋に品物を運んで、そこで窒素ガスや焼入れ油で冷却します。
これらを使って、焼入れ加熱から冷却だけでなく、焼戻しまで自動的に一連の作業が行われているものもたくさんあります。つまり、極端に言えば、炉の中の状態がわからないで品物が熱処理されて炉から出てきます。
薄くなっている形状の刃先は検査できません
現在の熱処理は、日本刀の熱処理で見られるような、1本1本の製品に精魂を込めて焼入れするということはありません。
よく言えば「標準化」された熱処理となっており、炉の設計や導入段階では、いろいろな試験はして確認はされていますが、一般の品物については、硬さの検査や、定期的なテストピースによる組織などを確認する程度ですので、悪く言えば、個々の品物ではなく、「標準作業状態」を管理しているという状況です。
個々の品物に適応した熱処理を行うためには、焼入れに関していうと、焼入れ温度、冷却速度も必要ですし、さらに、Ms・Mf(エムエス・エムエス)点や残留オーステナイト、割れや変形などについても検討する必要があります。
それが、定常的で形状が同じ製品の熱処理ではなく、一般熱処理で、様々な品物を熱処理する工場では、最高の熱処理条件ではなく、最低限ですべての製品の品質を確保できる方法で熱処理作業が行われる … というように考えたほうがいいかもしれません。
さらに現状では、その上さらに、納期の制約や価格の要求などが加わっていますので、標準化した熱処理をする以外は対応しきれませんので、そうすると、見えない品質の何かが犠牲になっているかもしれません。
例えば、非常に薄い品物や、逆に大きな品物は、気になる点がでてきます。そこで、以下に2つの懸念を上げてみました。
品物の炉の中での冷え方をシュミレーションしてみました
次のグラフをみてください。
最初は、Tx25x200のナイフを想定して、コンピュータシミュレーションをした結果です。搬送中に、刃先が冷えてしまうなどの懸念です。
冷却開始までの時間が経過するときの温度推移
自動で炉内で焼入れする時に、冷却室に搬送して、冷却ガスを流すまでに、刃先がどれくらい冷えるのかをパソコンで計算してみました。
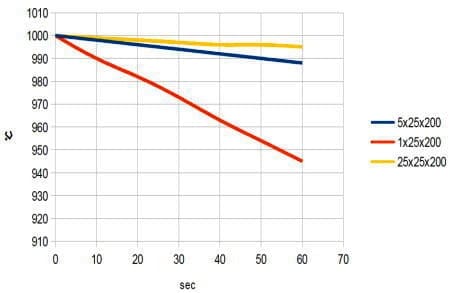
1000℃から30℃の室温に放置した場合の刃先先端の温度低下
これによると、5mm以上の厚さでは、10℃程度の温度低下で問題ないのですが、ガスを流すまでに20秒かかてしまうと、1mmの刃先では、かなり刃先が冷えてしまっているので、胴部の厚いところの硬さは出ていても、(刃先の硬さは測ることが難しいのですが)刃先の硬さが低くなってしまっている可能性が出てきます。
しばしば、この対策では、「高めの焼入れ温度にする」のが有効とされ、(これはあまりいい方法ではありませんが) 高めの焼入れ温度がとられやすいのです。
ここでは、5mmの厚さになれば、ほぼ問題ないことがわかりますから、薄い品物のは先の先端は硬さが低くなっている可能性が高いということです。
この現象は、1室構造であれば、炉の保有熱量が大きいので初期冷却が遅れるという問題ですし、2室構造では、コンベアなどでの炉内の搬送時間が影響します。
ガスを放射するまでの時間が把握されており、大きさの違った品物を一緒に処理する場合でも、そのことが考慮されていれば問題は起きないのですが、これは技術レベルが要求されるところです。
私がソルトバスを使ってナイフの熱処理をやっているときは、焼入れ槽から取り出して冷却に入るまでの温度は3秒以下ですから、「自動化された設備」といえども、安心してはいけません。
次の問題は、焼割れの対応のための原因 … です。
品物を完全に冷やせないという「困った」問題
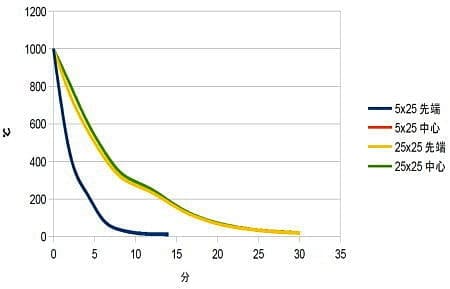
Tx25x200を10℃の衝風ガス冷却した時の、先端の角部と胴部中心の温度推移
SUS440系統の材料であれば、500℃程度までを10分以内に冷やせば、このような冷却で充分な硬さがえられますし、いずれの厚さの材料でも、このような冷却状態であれば、設備的な問題はほぼありません。
ただ問題は、実際の作業方法です。
通常作業では、焼入れ冷却時には、焼割れの懸念から、通常の熱処理では100℃以下に品物を冷やさないで焼戻しをすることが通常作業のやり方です。
これは、書籍に載っていないものですが、少し大きな品物についての、熱処理従事者の常識事項です。
しかし、SUS440の系統では、Ms点(マルテンサイト変態の開始温度)が200℃前後、Mf点は常温以下ですので、常温まで冷やしても残留オーステナイトが多い鋼種ですから、それを100℃までしか冷やさなければ、推定では少なくても30%以上の残留オーステナイトが残ります。
つまり、焼入れで充分硬化しないままで焼戻ししている状態となっているので、当然、テストピースの熱処理と違って、硬さが低くなってしまいます。
また、1回の焼戻しで済ませると、また別の問題が懸念されます。
さらに、熱処理作業場の夏場の温度は50℃近くありますので、カタログにあるテストピースと同様の硬さにするのは、現実的に難しいことなのです。
もちろん、薄い品物では室温になるまで放置しても割れることはありませんし、割れてもいいことを容認されれば、その方法は変わってきますが、問題は、簡単ではありません。
これもあって、私が熱処理に関わっていたときは、少し大きな100x100x100程度の品物では、SUS420J2は45HRC、SUS440Cでは55HRC以上の硬さは指定しないようにお客様にお願いしていたほどで、SUS440Cで58HRCの硬さを出すには、焼割れしても不問 … という条件で、氷水で冷やしたり、冷却槽に入れて硬さを出したこともあるぐらい、大きなステンレス鋼の品物で高い硬さは難しいものです。
これを熱処理業者さんのせいにするのは難しい
これらは通常の標準作業となれば、業者さんに熱処理を依頼している場合は、(それなりの費用をかけるのなら別ですが)業者さんも、ハイそうですね … と言って、そのとおりに熱処理してくれることはないと思います。
強くいうと、喧嘩になることになるかもしれませんし、熱処理を断られたりするのがオチです。
自衛策としては、ナイフなどを常時熱処理している業者さんを探すこと、ソルトバスなどでナイフの焼入れをよくやっている業者さんに依頼する … などを考えてほうが手っ取り早いのかもしれません。
ともかく、熱処理異常はないはずなのに、「よく切れ味が悪い」「すぐに摩耗する」という事があれば、この記事を思い出して参考にしてください。