ステンレス鋼は「錆びない鋼」「錆にくい鋼」です
通常の鉄板などは「赤サビ」が発生しやすいのですが、台所や食器類のステンレス鋼は、水に濡れても長期間「赤サビ」が発生しないのは、合金元素としてクロム(Cr)がたくさん含まれていて(鋼種によって異なり、12%以上含まれています)、それが不動態(不働態)となって酸化を防いでいるためです。
ここでは、焼入れして硬くなる「マルテンサイト系ステンレス鋼」熱処理などを紹介します。

よく似た名前が多くて、名前がわかりにくい
ステンレスは「サス」と言われるのを聞いたことがある人も多いのではないでしょうか。この「サス」は、鋼種記号の「SUS」から来ています。
スプーンなどに「18-8ステンレス」と書いてある鋼種は、「SUS304」で、これは、合金元素のクロムCrが18%、ニッケルNiが8%含まれる鋼ですが、その他にもたくさんの「SUS***」という鋼種があります。
JIS区分の「SUS***」という鋼種名は、数字に系統性がないために、専門家でも覚えにくいのですが、もともとは、アメリカの規格に沿ってJISに規定されたことから、これは今更どうしようもないので、必要なものの鋼種名を覚えるしか方法がありません。
ステンレス鋼の系統(種類)は、5つに分類されています
「フェライト系」「オーステナイト系」「マルテンサイト系」の3つに分類される場合も多く、用途もそれらが多いのですが、ここでは5つに分類しています。
(1)SUS430に代表される「フェライト系ステンレス」
ステンレスの中では、最も安価でポピュラーなもので、台所の流し台などでたくさん使われています。
焼き入れによる硬化はしません。
(2)SUS304に代表される「オーステナイト系ステンレス」
非磁性で耐食性、耐熱性、耐酸化性、低温特性などに優れています。
溶体化処理(固溶化処理)とよばれる、1000℃以上の高温から水などに急冷する熱処理を行って耐食性などを向上させます。
この熱処理は焼入れのような操作ですが、急冷しても硬くならず、むしろ柔らかくなります。
食器などにたくさんの用途に使われています。フェライト系より高価で、磁石につきません。
(3)SUS440Cに代表される「マルテンサイト系ステンレス」
焼入れ焼戻しによって硬くなるステンレス鋼で、刃物や強度の必要な部品などに使われます。
炭素量が高いほうが硬くなりますが、炭素は耐食性を低下させますので、他に分類されるステンレス鋼よりも、耐食性などのステンレスとしての性質は若干劣りますが、それでも、刃物などの日常の使用状態で簡単に錆びるということはありません。
JIS鋼種にない鋼種では、60HRC以上の硬さがでる鋼種もあります。
(4)SUS329に代表される「2相ステンレス」
多くは「フェライト-オーステナイト」の2相ステンレスで、それぞれの「いいとこ取り」の性質があり、比較的安価で耐熱性があることから、化学プラントなどで多用されています。
これももちろん、熱処理で硬くすることはできません。
(5)SUS630に代表される「析出硬化系ステンレス」
溶体化処理(耐食性付加)→機械加工→時効処理(硬化)という、少し特殊な熱処理をして硬化するステンレス鋼で、高温から急冷すると比較的柔らかくて加工しやすい状態になる(溶体化処理)の状態で機械加工して、その後に450-600℃程度の加熱して硬化(時効処理)します。
現在、52HRC程度の硬さになる鋼種も販売されており、耐食性に優れるなど、すばらしい鋼種ですが、高価なのが欠点です。
熱処理で硬くなるのはマルテンサイト系と析出硬化系
ですが、析出硬化系の鋼種は特殊なので、ここでは、包丁などにたくさん使われている「マルテンサイト系」を取り上げて説明します。
引用データは、大同特殊鋼さんのHP、プロテリアル(旧:日立金属)さんのカタログ(HY-A1とHY-B10)、同技術資料(No.288)のデータを使わせて頂いています。これらは、一般に公表されていて入手もできます。
マルテンサイト系ステンレスについて
マルテンサイト系のステンレス鋼は、焼入れ焼戻しによって硬さ(強さ)を調整できるという利点(長所)がありますが、耐食耐酸化性などはオーステナイト系などと比べると低いのですが、他の鋼(工具鋼)と比べると非常に「錆びにくい鋼」です。
ステンレス鋼に限らず、「全てに優れる鋼種はない」ということが「鋼」の根底にありますから、どのような鋼種にも長短所があるので、それを知って、うまく使うようにするのが得策です。
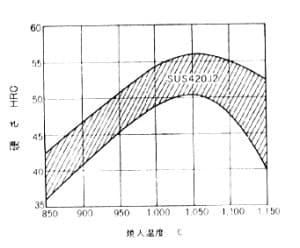
マルテンサイト系ステンレス鋼で下表のSUS420J2よりも炭素量が低いと、刃物などに使う硬さがでないので、180℃程度の焼戻しで、50HRC程度以上の硬さが出る鋼種をピックアップしています。

JIS鋼種は、上側の4鋼種ですが、ここに示したように、鋼材メーカーでは、これ以外のいろいろな鋼種を製造しています。
ただ、用途に応じて製造されているので、鋼材の販売サイズが揃っていない場合も多いですので、実際に鋼材を収集できるかどうかは鋼材やさんやWEBで調べるようにしましょう。
刃物の用途での硬さ
刃物に使用するとなると、硬さが高いほうが良いと思っている方も多いと思います。
一般にハサミや包丁などの用途では、58HRC以上の硬さが望ましいとされており、炭素工具鋼で作られた「切れ味の良い包丁」は60-62HRC程度の硬さになっています。
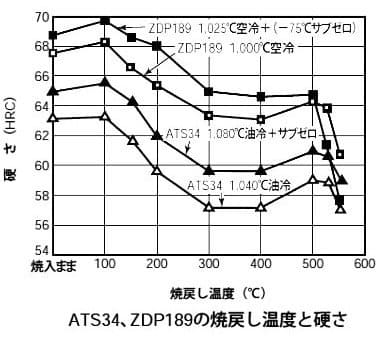
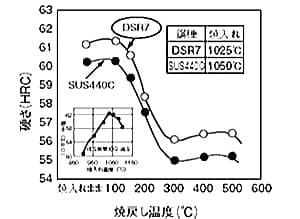
しかし、ステンレス鋼ではATS34やDSR7などが60HRCの硬さになるのですが、通常の焼入れ焼戻しでは他の冷間工具鋼と呼ばれるものと違って、硬さは若干低目です。
それが現状ですので、もっと高硬さを求めるなら、ステンレス鋼ではない鋼種を使う必要があり、そうすると、錆びるのを覚悟しないといけないことになります。
ここに示した、SUS420J2の52HRCもかなりの硬さで、刃物では、できれば、60HRC以上の硬さがほしいところですが、これを満足できる鋼種が少ないのが実情だということを知っておいて、これらのステンレスについて見ていきましょう。
炭素とクロムの関係
焼入れ硬さを出すためには炭素量(C%)を増すことが基本になるのですが、Cは最も耐食性を減少させる元素でもあるので、その量を増すと、耐食性を増すクロム(Cr)を増やして耐食性をおぎなう必要があります。
しかし困ったことに、炭素量を増すと、Crの「炭化物」が生成するので、耐摩耗性は高まるのですが、鋭利な刃先にとっては「切れ味低下」というデメリットがでます。
マルテンサイト系ステンレスを成分的に見てみますと、クロム量は、12~13%と16~18%という成分を基準に設計されているのがわかります。
世の中にある全鋼種のクロム量を見た場合に、若干の幅はあるのですが、1・3・5・8・12・16%を基本に鋼種設計されるのが基本です。
1%鋼はSUJやSKSの合金鋼系、3-5%鋼は熱間工具鋼系、8-12%鋼は冷間工具鋼系、それ以上はステンレスや耐熱鋼系です。
そこで、高炭素、高クロムの成分で、錆びないで、かつ、高硬さが出るようにするというのは、非常に難しい領域にある鋼種だということがわかります。
もちろん、ここには示していない他のMo(モリブデン)、Ni(ニッケル)などの合金成分も関係しますが、いずれにしても、普通の冷間工具鋼(例えばSKD11)のような、60HRCという硬さを出すのは一つのカベのような感じです。
現在は、カミソリの刃先はステンレス刃が主流になっています。
もちろん、切れ味や鋼材価格は「炭素鋼」が優れているのですが、水に触れたまま放置すると錆びてしまって、翌日には使えなくなってしまいますので、少々高価でも数日間使えるステンレス鋼に置き換わってきたのですが、様々な工夫と技術改良で、錆びにくい特徴と切れ味を兼ね備えた良い製品になってきたのは実感されているのではないでしょうか。
マルテンサイト系ステンレス鋼の位置づけ
下表のように、マルテンサイト系ステンレス鋼は、冷間工具鋼の高合金工具鋼(ダイス鋼など)と同じ分類になっていますので、それらと同じ熱処理の知識が必要になるということになります。
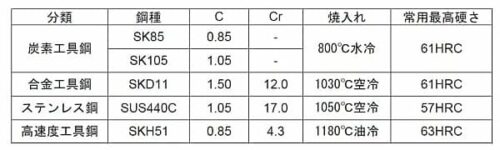
マルテンサイト系のステンレス鋼は12%Cr系のSUS420Jが多く用いられ、炭素量が0.35%と低いので、最高硬さ52HRC程度で、その他は冷間工具鋼のSKD11に近い成分です。
それ以上に硬さが欲しい場合はSUS440(SUS440Cが最も硬さが高くできる:57HRC程度)が使用されます。
これらのステンレス鋼は、炭素量が高くなると耐食性が低下し、それを補うためにCrを多くすると、焼入れで残留オーステナイトが増えて、硬さが上がらないということになります。
その対応としてはMoを増やして炭化物の状態を変えたり、素地の強度を増すなどの方法で高い硬さを得ようと考えられていますが、鋼材としては作りにくくなっていくので鋼材の価格も高くなります。
炭素量と焼入れした時の硬さは、0.6%程度の炭素量で飽和して、それ以上の炭素量になっても鋼自体の硬さは上昇しない(実際はもっと複雑な状態で簡単に説明しにくい)のですが、0.85%以上に炭素量を増すと、余分な炭素は炭化物となって析出して、その硬さに反映されて耐摩耗性が向上します。
これの硬さを測ると、マトリックス(素地)の硬さに炭化物の硬さが加わって硬さが高くなるのですが、大きな炭化物が増えると切れ味が悪くなるとされます。
切れ味について書かれた書物少ないのですが、私自身は、刃先先端に粒状の炭化物がくると、刃先に丸みができるために切れ味が悪くなるとイメージしているのですが、炭化物が生成する時に微小的にその周りの炭素がとられるので、炭化物の周辺強度が低下して、少しの外力で炭化物が脱落しやすくなることもあって、特に大きなCr系の炭化物などは、それの理由で品物突端の炭化物が脱落すると切れ味が悪くなると考えられています。
そのために、炭化物を小さくして均一に分散させる技術などで均質化が図られていて、非常に高性能な材料になってきています。
今後も、新しいタイプの鋼が出現してくるのは間違いないのですが、「全てに良い鋼はない」という原則で考えると、いずれにしても、新しいものに手を出すよりも、「鋼種を極める」のが順当かもしれません。
マルテンサイト系ステンレス鋼の熱処理特性
それぞれの鋼種についての標準熱処理温度は、メーカーのカタログをみると、わかりやすく書かれています。
それぞれの鋼種のカタログなどに記載されている温度で熱処理します。
ここではそれぞれの説明はしませんが、カタログ等の図表を示します。
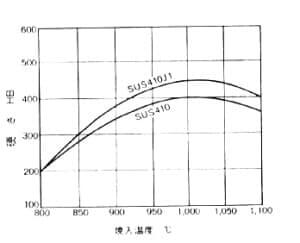
先に説明したように、最高硬さが出る手前の温度が標準焼入れ温度です。
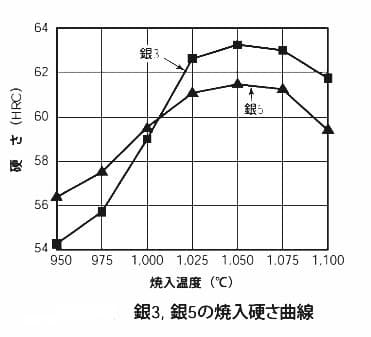
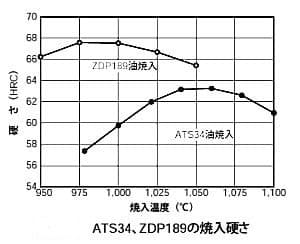
焼入れ温度と硬さの関係
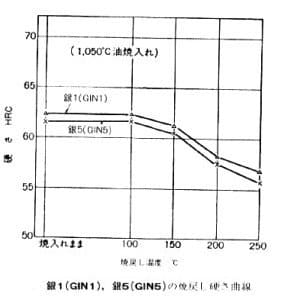
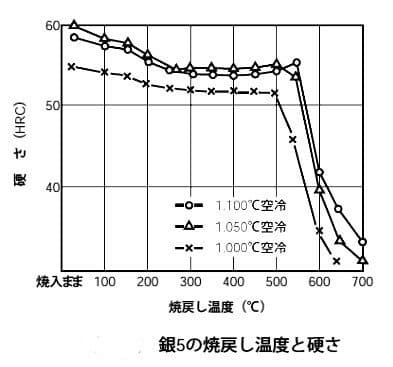
焼戻し温度と硬さの関係
通常は、300℃以下の焼戻しをします。この焼戻しによって、じん性や残留オーステナイトの安定化が図られます。
焼戻し温度を上げるにつれて硬さは低下しますし、鋼種によってじん性値などの機械的性質が変化しますが、これらの試験値は、すべての傾向を見るものではありませんので、まずは、200℃程度で焼戻しをした時の硬さを基本として、硬さが高いほうがいいのか、低いほうがいいのかを考えるといいでしょう。
例えば、欠けやすいという場合でも、刃厚や刃先角度の問題がある場合も多いので、厚さを増したり、刃先角を鈍角にしたり2段にするなどで解決するのがよく、それでうまく行かなければ熱処理条件を考える … という順番でいいでしょう。
硬さを下げる場合にも、焼入れ温度を低めにするか、焼戻し温度を上げるかによって違いますし、硬さを上げたい場合でも、焼入れ温度を高めにするか、サブゼロ処理など別の工程をとるのか … などを検討することになります。
これらは、ここでは紙面の都合で説明しません。
「サブゼロ処理」は、焼入れ時の残留オーステナイトをマルテンサイトにするために、炭酸ガスなどで-70℃程度に冷やす処理で、焼入れ直後で焼戻し前にするのが効果的です。
… と言っても、追加の工程になり、炭酸ガスなどを使いますので、これを行なうとすると費用がかかりますので、常時行われている処理ではありません。
SUS440Cでは通常の焼入れ焼戻し硬さが58HRC程度のものが、サブゼロ処理をすると、60HRC程度の硬さが出ます。(ただし、大きな品物では、割れの危険が高まりますのでおすすめしません)
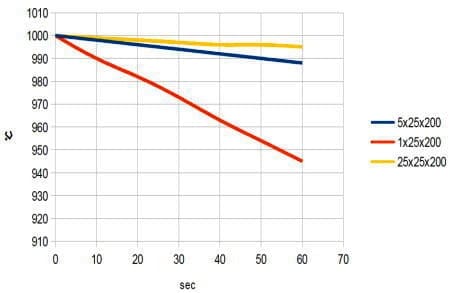
実際の熱処理作業とカタログの熱処理の違い
ここまでの話や説明の図は、テストピース(試験片)を用いた熱処理内容です。
これが通常の熱処理作業になると、いろいろな作業の制約があって、上のクラフに示されたような状態にならない場合や同じような条件で熱処理できない場合も出てきます。
例えば、加熱炉の容量(大きさ)が大きいと、通常は、いろいろな品物を同時に熱処理しますし、硬さ検査も、工程確認の程度しか行わないのが通例です。
小ロットの1本のナイフの鋭利な刃先先端の硬さがどうなっているのかなどは、通常の検査では無理ですから、検査しない場合もでてきます。(刃先の状態と検査部位の硬さが違うかもしれません。こちらを参照)
その他には、例えば、SUS440Cで58HR以上の硬さがでない … などということを聞くことがあるのですが、これは、テストピースと実際の熱処理とは違うということから説明しなくてはなりません。
まず、焼入れ硬さ(焼戻し前の硬さ)が61HRCであっても、180℃の焼戻しをすると、58HRC程度になります。
また、小さな単純形状の品物では焼割れが生じることはほとんどありませんが、SUS440Cのような高合金鋼は製造(製鋼)が難しいこともあったり、成分的な偏析が起きやすい鋼種ですので、品物が少し大きくなると、予想しない問題がでてきます。
たとえば、急冷を避ける必要があったり、焼入れ後に完全に冷やさずに不完全焼入れの状態で焼戻しに移行したり、夏場の作業場温度が高くて、温度が下がらない … などとともに、200℃以上に温度を上げる焼戻しをして割れ対策が必要になるなどで、カタログ値通りの値にならない可能性が高いです。
「割れてもいいから … 」という条件でよければ、希望するように熱処理することはできますが、たとえば、100mm角以上のSUS440Cの型材を57HRC程度の最高硬さにするなどの要求に答えられない場合も出てきます。
まだまだ、高合金鋼では、製鋼上の問題が払拭されていないためです。
このように、ステンレス鋼の「錆びにくい」という特性は評価できますが、やはり、あっちを立てればこっちが立たない問題があるということも知っておくと良いでしょう。