読み流して熱処理がわかるように、主な熱処理用語を順番に書き出しています。学術的な書き方ではないのですが、けっして間違ったものではありません。
「ナイフを造りながら熱処理の基本を学ぼう(→こちら)」に出てくる用語に付いて補足しています。
このページだけを読んでもいいのですし、ぜひ、本文と合わせて読んでいただくといいでしょう。
鋼(はがね)とは
鋼は鉄と炭素の合金で、炭素Cは鉄Feの中には 2%程度 しか固溶しません。
この2%は重量%で、これより多くの炭素を溶け込まそうとすると、炭化物や炭素が組織中に出てくるので、鋼の組織とは違ったものになるために鋼ではなくて「鋳物(いもの)」に分類されます。
このことから、鋼に分類される炭素量は、0.01%程度から 2%程度の鉄合金が「鋼」の分類になります。
また、鋼種のほとんどは鉄と炭素以外の元素を含みますので、0.01%以下の鋼は「純鉄」としてもいいのですが、本当の純鉄は実験的に作られるものしかありません。
そのために、一般的には、鉄グギやSS400などの軟鋼も熱処理をして利用するものでないので、純鉄と同様に扱ってもいいでしょう。
熱処理とは
鋼の熱処理の目的は、機械的性質(強さやねばさなど)、化学的性質(耐食性など)や色や見かけを変化させるものなど広範囲にわたっています。
JISの熱処理加工は全体熱処理としての「焼ならし」「焼なまし」「焼入れ・焼戻し」と浸炭、窒化、炎などの表面熱処理を規定しています。
普通に「鉄鋼の熱処理」と言えばこれらを意味しますが、目的からいうと、鋼を軟らかくて機械加工しやすくする「焼なまし」と、硬くて強い鋼にする「焼入れ・焼戻し」が重要です。
そのほかに熱処理説明で出てくる用語に、ステンレス鋼などで耐食性向上のための溶体化処理や時効処理がありますが、本文でも取り上げていません。
焼入れ・焼戻しとは
JISでは焼入れ焼戻しは、「焼入焼戻し」と表記します。また、単独では、焼入れ、焼戻し と表記します。
これは、JISの前身であったJHS(日本熱処理工業会規格)の表記を引き継いでいるようです。
炭素鋼を水焼き入れすると非常に硬くなります。この硬くする処理が「焼入れ」です。
その硬さの程度は炭素量によって変わります。
品物が大きくなると十分な硬さが出なくなるので、Mn・Crなどの合金元素を加えると、油冷や空冷でも硬さが低下しにくくなることから、様々な鋼種が販売されており、それらの焼入れ温度などの熱処理条件はJISやメーカーカタログに示されています。
「硬い=もろい」ということなので、工具などの用途に応じて焼入れしたら、なるべく早い時点で「焼戻し」をします。
焼戻しは150℃~650℃程度の温度で行われる場合が多いのですが、焼戻し温度に伴って、硬さだけではなくその他の性質や状態(じん性や寸法変化など)が変化します。
これについてはメーカーのカタログに示されている場合もありますが、メーカー等の試験は小さな試験片で行われたものですので、実際の品物について理解するには簡単ではありません。本文では熱処理の1例を示しているだけ … と考えてください。
合金成分
主なものに Mn、Cr、Ni、Mo、W、V などがあります。
これらを添加することで機械的性質が向上したり、焼入れ性能が向上するなど、様々な性質が変化します。
しかし、多く加えるほど良いというものではなく、その他の元素との兼ね合いもあり、特に工具鋼分野では各社各様の鋼種が販売されています。
硬さ
通常は「硬さ計」で測定した値を言います。「硬度」という人も多いのですが、JISでは「硬さ」としていますので、ここでも「硬さ」ということにします。
硬さ計には、ダイヤモンドなどの硬いものを押し込んで、その押し込み程度を測る「ロックウェル硬さ」が比較的多く使用されており、大きな品物では、持ち運びできる、反発硬さを測る「ショアー硬さ」がよく使われます。
そのほかにも様々な硬さ計がありますが、実用的に「硬さ換算表」による相互比較ができるようになっていますので、どのような硬さ計で測定しても、おおよその硬さが比較できるようになっています。
硬さは製品性能を決定するものですので、非常に重要で奥深いものだということを知っておいてください。
ロックウェル硬さ
硬さの再現性や安定性が高いので、工具鋼の熱処理では、最も一般的に使われている硬さ計です。
その中でも、ダイヤモンド円錐を150kgの力で押し込む「Cスケール」が多く使用され、HRC で硬さ表示されます。(エッチアールシーと読みます)
刃物など要求される硬い硬さは60HRC前後ですが、このときの圧痕(測定痕)の深さは0.1mm程度です。
熱処理後の硬さを測定するためには、まっすぐに圧子を押し込む必要があるので、平坦な面でないと、正しい値が測定できません。
いずれの品物でも品物の表面を平滑にしたところを測定するので、硬さの測定跡を残さないようにすることはできません。
もしも品物に傷をつけたくない場合には、事前に測定か所を指定したり、ほかの品物で代用するなどを打ち合わせておくことは必要です。
調質と焼入れ焼戻しの違い
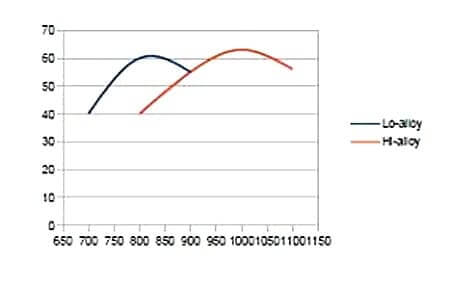
これはジョミニ試験片を焼戻ししたときの硬さ変化の例で、硬さレベルを合わせるように図を加工したものです。
2つの鋼は炭素量が同じなので、焼入れしたときの最高硬さ(一番上の線)は同じですが、NiやMoを含む焼入れ性の良いSNC2は、内部まで硬さ低下が少ないことがわかります。
ここで、「焼入れ・焼戻し」は、表面の硬さが高い状態にするための処理で、例えば、200℃程度までの焼戻しをします。
これによって、最高硬さは少し低下しますが、粘り強さがでてきます。
それに対して、500℃以上の焼戻し(図の下側の3つの線)をして、均質性や強靭性の高い状態にする熱処理をすることを「調質」といいます。
この場合は、焼戻し温度によって最高硬さは低下していますが、内部との硬さの差が少なくなっています。
工具鋼と刃物鋼
「刃物鋼」という分類は過去のJISにはありましたが、現在のJIS規格にはこの呼び方や分類はありませんが、工具鋼メーカーのプロテリアルさんでは、刃物鋼としてのカタログを作成されています。
これは、工具鋼のうちで、「刃物に用いられる鋼種」という意味合いです。
刃物の硬さもいろいろですが、硬ければ「もろい」ので、使用する硬さ範囲でその他の刃物特性の良いものが「刃物鋼」に適しているといえます。
炭素工具鋼系、低合金工具鋼系、ダイス鋼系、高速度鋼系、粉末工具鋼系などに、いろいろな鋼種があります。
鋭利な冷間用刃物には切れ味が良いことで、炭素工具鋼系や低合金工具鋼系が好まれます。しかし近年は高価な高速度鋼系や粉末系、高合金系のステンレスも用いられています。硬さは58HRC以上が出ることを目安にします。
水焼入れと油焼入れ
鋼種のカタログなどにある「標準熱処理条件」には、焼入れして目的の硬さにする場合の冷却方法に、水冷、油冷、空冷 … の表示があり、それに沿って焼入れ温度から冷却します。
冷却性能は 水冷>油冷>空冷 で、炭素工具鋼などは水冷で焼入れします。
しかし、変形が大きいので、型材などでは油冷、空冷で焼入れできる「焼入れ性の良い鋼種」が用いられる傾向にあり、さらに、現在主流の真空炉(熱処理炉)の多くは窒素ガスで冷却する方式が多いので、水冷鋼を扱わない熱処理業者さんも増えています。
これらの水焼入れ鋼は、日本刀のように刃先が硬く、肉厚部分が少し柔らかくて鋭利で強靭な刃物になります。
高温の品物を水中に入れると、表面から水蒸気が品物表面を覆うことで冷却が遅くなり、硬化しにくい状態になったり、部分的に硬さにばらつきが出ます。
このために、水中で強く振ることや、流水を使ったり、噴霧することの他、食塩水を使うことで冷却性能が上がります。しかし、冷却むらによって変形や割れが発生するので注意する必要があります。
質量効果
品物が大きくなると、その保有熱量のために焼入れの際の冷却速度が低下して、小さな品物に比べて硬さが低下します。それを「質量効果による硬さ低下」という言い方をします。
通常は表面硬さの低下とともに、内部の硬さも低下しますし、機械的性質も変わっています。
硬さの低下を防ぐためにはMn、Crなどの焼入れ性を増す元素を加えた鋼種を用いることも一つの方法です。
「表面硬さ」は比較的簡単に測定できますが、内部の状態を推定するのは難しいく、それを推定するには、ジョミニ焼入れ試験やCCT曲線から推定したり、プロテリアル(旧:日立金属)さんの「半冷曲線」から推定する … などの方法もありますが、いずれも、推定の域を出ません。
このように、現実的には内部の硬さがどうなっているのかを知ることは難しいので、焼入れ性の高い鋼種を使ったり、熱処理後の加工量を小さくするなどの対策も考えておかなければなりません。
焼入れ性
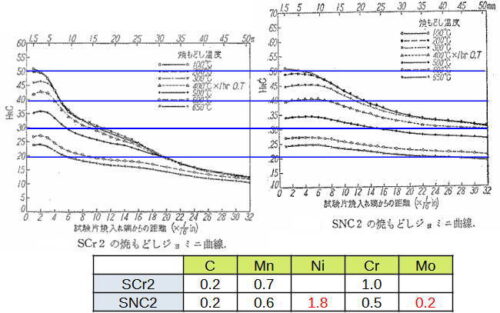
 (WEBの図をお借りしました)
(WEBの図をお借りしました)
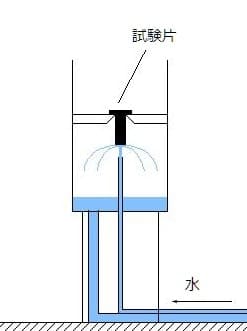
構造用鋼などでは、図のように焼入れ温度加熱した試験片を端面から水冷するジョミニ一端焼入れ性試験などで評価されています。
丸棒の側面の硬さを測ることで硬化深度(どのくらいの深さまで硬くなるのか)を測定できますが、焼入れ性がいい鋼種などでは全体が硬化してしまいますし、試験方法が水冷のみであるので、空冷や油冷をする鋼種には少し問題なので、利用範囲は限られています。
大径(大きな形状)の焼入れした工具鋼の品物では、品物の断面を直接切断して測定するのは困難な場合も多いので、中心部の硬さを推定する方法として、プロテリアル(旧:日立金属)さんの作成している「半冷曲線」があります。
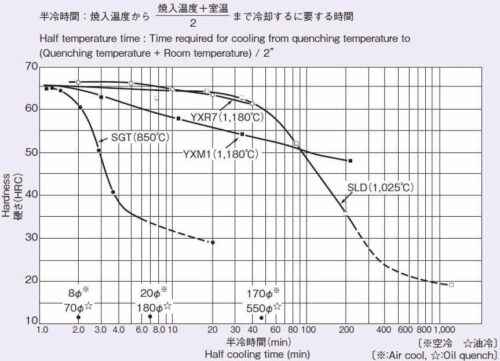
この図では、例えば、SGT(JISのSKS3)では、φ70の品物を油冷した時、表面は65HRCの時、中心硬さは60HRCですが SLD(JISのSKD11)では中心の硬さ低下がないことがわかります。
焼なまし
鋼を柔らかくする目的で、「完全焼なまし」、「球状化焼なまし」、「低温焼なまし」などがあり、また、製鋼の段階で均質化を高める目的の「拡散焼なまし」などがあります。
この「拡散焼なまし」は製鋼過程で行われることが多い処理ですので、これを別にすると、硬さの低下度合いは、球状化>完全>低温 の順になります。
通常販売されている鋼材は、最も加工しやすい状態に焼なましされていると考えていいでしょう。
「低温焼なまし」は、「軟化焼なまし」や「応力除去焼なまし」などに分類される場合があります。
詳しい説明は他にゆずるとして、鋼を高温に熱すると組織が変化し、また応力などが均一化する方向に働きます。
しかし、冷却むらは応力の再発生につながりますし、加熱中に自重などによる変形や表面の変質(酸化・脱炭など)があったり、矯正(曲がり取り)された状態で鋼材が販売されているので、焼なまし後に、新たな応力が残留していることもあります。
また、焼なましの後工程で「焼入れ・焼戻し」をする場合に、硬さが変化しますが、これは内部応力を変化させています。
オーステナイト
炭素鋼の常温での結晶構造は「体心立方晶」で、それを加熱していくと約730℃以上の温度で、「面心立方晶」に変化していきます。
さらに温度を上げて、完全に面心立方晶になった組織の状態を「オーステナイト」といいます。
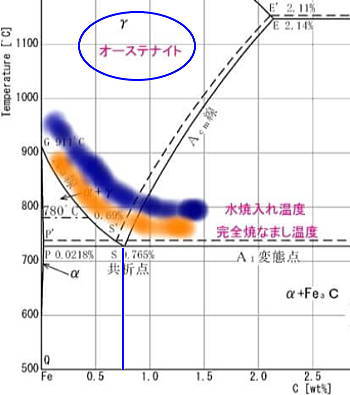
これは、鉄-炭素の状態図の一部で、一般的には、オーステナイト状態になった鋼を速やかに冷却して硬いマルテンサイトなどに変化させるのが「焼入れ」で、ごくゆっくり冷やす処理が「完全焼なまし」… と説明されます。
また、炭素鋼では、この図に示すような温度で熱処理温度に加熱する … と説明されます。
ただ、ほとんどの工具鋼は、多くの合金元素を含み「多元系」の合金なので、このような状態図で表すことができないので、ある意味、このような状態図は「特殊なもの」で、熱処理の説明用のものです。
そのために、一般の鋼(工具鋼)では、焼入れ温度は最高硬さが出る温度が基準になりますし、焼なまし温度も、炉冷して、最も軟らかくなる温度を基準にして決めるのが理にかなっています。(このような熱処理説明は、講習会では、ほとんどされていません)
「残留オーステナイト」については、別のところで取り上げています。
オーステナイト系ステンレス鋼
ステンレス鋼でオーステナイト系ステンレスと呼ばれるものは、このオーステナイト状態を常温でも維持していることで耐食性が保たれています。
この状態にするために一旦、オーステナイト温度域に加熱して水冷しますが、これを「溶体化処理」と言い、工具鋼などの硬化のための焼入れと区別しています。
マルテンサイト
炭素工具鋼を水冷して焼入れ硬化した状態の組織は「体心正方晶」になっており、これをマルテンサイト組織といいます。
これは炭素が過飽和の状態で不安定なために、できるだけ焼入れ後の早い時点で焼戻しをする必要があります。
150℃程度に再加熱すると「焼戻しマルテンサイト」に変化し、さらに高い温度に焼戻し(加熱)されると硬さが低下しつつソルバイトなどの他の組織に変化します。
通常の切削工具では硬さとネバさがバランスした焼戻しマルテンサイト状態に焼き戻しされて使用されますので、焼入れ時にはマルテンサイト変態が最大になるようにするのが良いとされています。
しかし、品物の体積や形状の問題で、冷却速度が遅い状態で焼入れされる場合も多く、その場合は、マルテンサイトの硬さより低下します。
パーライト
焼入れ時などの冷却速度が遅くなると、マルテンサイトは生成せず、フェライト(鉄)と炭化物(Fe3C)が層状に析出します。
その相関距離によって「トゥルースタイト」「ソルバイト」「パーライト」などと称される状態になります。
このうちで、最も相関距離が長いのが「パーライト」で、これらのうちで鋼の硬さが最も柔らかい状態です。
共析鋼(約0.8%鋼)では、完全焼きなましをした状態では、全組織がパーライト組織になっています。
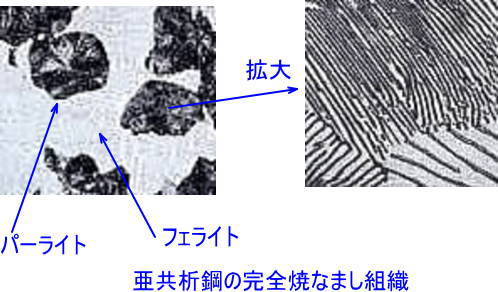
上左が亜共析鋼の焼なまし状態の顕微鏡組織で、白い部分がフェライト(鉄)、黒い部分が0.8%Cの共析状態のパーライトで、その部分を拡大すると右のような層状組織になっています。(WEBの写真を借用してそれを加工したイメージ図)
酸化・脱炭
鋼を空気中で加熱すると、酸素と化合して鉄の酸化物ができます。
これが「酸化」で、酸化する際に鋼中の炭素などが炭酸ガスや鉄の酸化物になると、鋼中の炭素量が低下して、その部分が充分に焼入れ硬化しにくくなります。これが「脱炭」です。
、ごく表面が硬化しにくいために表面が引張応力状態になるため、焼割れなどの原因になります。
この酸化・脱炭をしないように加熱するのを「無酸化熱処理」と言い、窒素ガス雰囲気を利用したり、脱気した状態で加熱したり、雰囲気を調節するためのガスを入れるなどで熱処理します。
結晶粒の粗大化
焼入れ温度を標準の温度以上に高くしていくと、結晶粒が成長して大きくなります。
そうなると常温での機械値(特にじん性値)が低下します。
そのために、加熱温度を上げすぎないこと、保持時間を長くとらないことが焼入れの際に重要になります。特に温度を上げすぎないことが重要です。
しばしば、「耐摩耗性が必要な場合は『高めの焼入れ温度』にする・・・」という記事が見られますが、これは正しいとは言えません。
特に、自動化された炉では加熱室での初期冷却が遅れるために、その温度低下を見越してこのような表現があるようですが、もしも耐摩耗性を高めたいのならば硬さを高めにすればいいことで、決して結晶粒度を増大させるのがいい方法とは言えません。
機械的性質
強さ(引っ張り強さ、圧縮強さなど)、じん性(シャルピー衝撃値)、疲れ強さ(疲労試験)、寿命(摩耗試験)などを機械的性質と言い、( )内の試験などで評価されます。
また、これらは「硬さ」との関係についていろいろな試験が行われて、そのデータがあるので、硬さを決めるとこれらの関係がわかるようになっています。
しかし、硬さとの関係データの多くは充分に鍛錬された小さな鋼材から試験片をとって試験されているものですので、実際の品物をすると、同様の数値になりません。
特に、衝撃値や伸び絞りなどは、品物の大きさや材料どりの方向によって違ってくるので注意する必要があります。
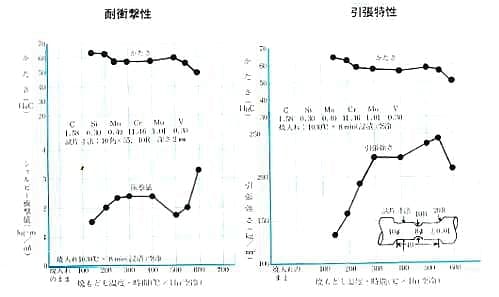
大同特殊鋼さんのカタログより
保持時間
近年は、焼入れの保持時間については、低合金鋼では「不要」と言う考え方になっています。
ただ、高合金鋼では「ある程度の保持時間が必要」と言う人もいるし、炉に温度ムラのある実作業で、さらに、見えない炉の中を確認するのも難しいこともあって、昔から「1インチ当たり30分」という習わしに沿うことで、当たらずとも遠からず … で問題ないと思っています。
時間より温度の影響が大きいので、均熱されて、結晶粒を増大させないように、最小時間の保持時間なるようにすればいいでしょう。
「ナイフを作りながら熱処理の基本を学ぼう(→こちら)」の焼入れでは、「焼入れ温度になればすぐに焼入れする」という作業をしましたが、この場合は「炭素工具鋼で品物が薄い」ので「保持時間なし」でも問題ないのですが、実際の熱処理炉では、温度の均一性の問題があるので、「長くならない程度の時間をとる」のが安全でしょう。
何よりも、温度が低い所があれば、硬化しませんから … 。
焼戻し保持時間は、硬さは「温度と時間の関数」であるので、温度を高めて時間を短くする方法や温度を低めに時間をを長くするなどの方法ができるものの、それでは管理が大変なので、品物の最大厚さで保持時間をきめていることが多いようです。
たとえば、(昔からのアメリカ流のやり方で)1インチあたり30分ということで決めたり、「最低2時間程度保持する」や、独自に標準化して作業されるのが普通です。
鋼材メーカーの小さな試験片の場合でも、1時間程度以上の時間がとられています。
残留オーステナイト
焼入れ性を増す合金が多くなってくると、焼入れの際にオーステナイト化した組織が焼入れ後にマルテンサイトなどに変化せずに結晶粒界などに残るものを「残留オーステナイト」と言います。
これは柔らかくて常温では不安定な組織です。
「10%程度まではショックアブソーバーになっていい」という考え方もありますが、強加工によってマルテンサイトになったり(加工誘起マルテンサイト)、時効変化によって変化することなどから、「残留オーステナイトが多いのはよくない」と考えられています。
… とはいうものの、たとえば冷間工具に多用されるSKD11では適正焼入れをしても20%以上が残存している状態です。
残留オーステナイトは、常温以下の低温にする(サブゼロ処理という)とほぼ消失しますが、完全に無くするには550℃以上の高温に焼き戻ししないと消えません。
SKD11でこれを少なくする方法に、焼入れ温度を低めにすることや油冷して冷却を早めるなどの方法も考えられますが、ある程度大きな品物になると別の問題が出て小さな試験片での結果のようにうまくいきませんので、残留オーステナイト問題は頭の痛い問題です。
近年は8%Cr系と呼ばれる鋼種が多く出回ってきて、高温焼戻しで高い硬さが出ますので、若干耐摩耗性は低下するもののそれに変更することも1つの方向かも知れません。
セメンタイト
鉄-炭素の炭化物「Fe3C」をセメンタイトと言います。
パーライトではセメンタイトが層状に析出しますが、過共析鋼では粒界に粒状に析出する硬い組織です。
焼入れ状態では粒状の炭化物となり、耐摩耗性に寄与します。