ここでは、3ページに分けて簡単なナイフづくりをしながら、①材料について(このページ) ②焼なまし(→こちらのページ) ③焼入れ・焼戻し(→こちらのページ)で、材料と熱処理を身近に感じてもらおうという内容です。
やや専門的なことは、こちらの「15分で熱処理の基本がわかる」… にまとめており、また、熱処理用語も、こちらの「熱処理用語の説明」を参考にしていただくといいでしょう。
材料・熱処理は基本を知ればそんなに難しくはない
このHPでは、カスタムナイフ製作を趣味にする人や鉄鋼の熱処理の基礎を知りたい方のための熱処理基礎を体験しながら知っていただきたいために、ホームセンターなどで入手できる、「金のこ」をつかって、ナイフ(のようなもの)を作りながら、焼入れ・焼戻しなどの熱処理用語や鋼種と熱処理などの考え方を理解していただけるように考えました。
もちろん、書籍にあるような熱処理の内容ではありませんが、昔から、刀鍛冶が日本刀を焼入れしているのようなやり方を家庭でやってみる … というものです。
「金のこ」を使用して説明していきます
ここでは炭素工具鋼の「金のこ」を使用します。
市販されている高級品の「金のこ」には、「ハイス(高速度工具鋼)」や「バナジウム鋼」などもあるのですが、SK3やSK*** という鋼種のものを使います。
鉄鋼は、成分や用途で「鋼種」名があり、ここで紹介する「金のこ」は、炭素工具鋼に分類される「SK3(現在はSK105という呼び名に変更)」という鋼種を使います。
ここでは、鋼を硬くする「焼入れ」で、ガスコンロで加熱することと、「水」を使うことがポイントで、①800~900℃の焼入れ温度であること ②水冷する鋼種 を用います。
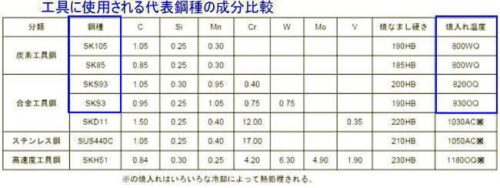
上の表で(少し見にくいですが)青枠が①のガスコンロで加熱できる鋼種、そして、「焼入れ温度」に「WQ」と書いてあるのが「水冷する鋼種」で、「OQ」と書いてあるのが「油冷する鋼種」なので、この表では、水冷でやきいれする SK105かSK85 という鋼種が適当です。
つまり、SKD、SKH、SUS などの鋼種は、家庭で熱処理するのはすこしむずかしいので、ここで説明する方法ではうまく熱処理できません。

このように、SK105は成分的にはシンプルな鋼で、工具鋼メーカーのプロレリアルさんでは、「刃物鋼」として、下のような鋼種を作っているのですが、ここでは、できるだけ費用をかけない入手しやすい材料でSK105製の「金のこ」を使います。
つまり、すでに熱処理されて硬くなっている「金のこ」ですから、それをいったん「焼なまし」して加工できる程度に軟らかくしてから、ナイフに加工して、それを「焼入れ・焼戻し」の熱処理工程をやっていこうと思います。
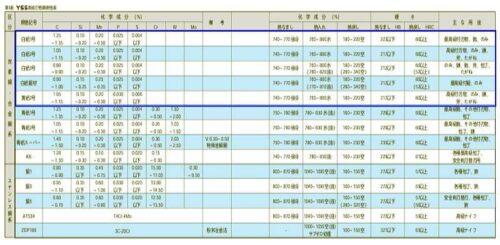
メーカーのカタログには、熱処理仕様や硬さ、用途などが書かれています。
もちろん、熱処理業者さんに希望する硬さを指定して頼むのが手っ取り早いのですが、それについては、ここでは説明していません。
使う器具道具類は家庭にあるものだけ
ここでは、最適の熱処理ではありませんが、特殊な器具・道具を使わない方法で熱処理のエッセンスを知っていただけるようにしています。
つまり、鉄鋼の熱処理では、「温度」「時間」「速度」「硬さ」「組織」などを数値で捉える必要がありますが、ここでは、できるだけ熱処理そのものをイメージしていただくために、専用の道具や計器類は用いないし、数字や専門用語なども最小限にしています。
使うのは、ナイフを作る「金のこ」、ガスコンロ、水道水を入れる鍋など、天ぷら油と、それを加熱するフライパンなどです。
家庭で熱処理できる材料は少なくなってきています

島根県の安来市に行ったときに、この「どじょうナイフ」というペーパーナイフを購入しました。
ここにはヤスキハガネと刻印されています。
工具鋼メーカーで有名なプロテリアル(旧:日立金属)(株)さんの安来工場で作られたステンレス鋼を、愛らしい形に加工した品物で、1000円程度で実にうまく作ってあります。こういうのを自分で作れるといいですね。
… と言っても、このようなステンレス鋼を熱処理しようとすると、焼入れのためには1000℃程度以上の温度が必要なので、簡単に、家庭用のガスコンロなどで加熱して「焼入れする」というのは少し難しいのです。
つまり、鋼種によって、それに適した熱処理の要件が決まっていますから、(少し専門的になりますが)JISの鋼種分類で言えば、上の表にある、「炭素工具鋼(少し専門的になりますが)SK)」「合金工具鋼(SKS)」などに限定されます。
また、鋼材屋さんと取引がなければ、WEBで購入する方法になるので、サイズも限定されるし、割高になる … ということを知っておいてください。
ここでは、炭素工具鋼の「金のこ」で焼入れ体験をします
使うのは市販の「金きりのこぎりの替え刃」で、材質は「SK(えすけい)材」と呼ばれる「炭素工具鋼」です。
金属加工用の「ヤスリ」も同系統の材料で、「金のこ」の替え刃以上に高炭素で硬くなる材料なので、これも刃物に利用できる候補の一つです。
今回はナイフ作りが主体ではなく、熱処理の説明が目的ですので、今回は、薄くて加工しやすく、熱処理操作も簡単な「金切りのこぎりの替え刃」を使います。
「SK材の「金のこ」はホームセンターで購入できます
この「のこ刃」は、「鋼種」がはっきりしていて、「手に入りやすく」「安い」と3拍子揃った材料で、これで簡易な「ペーパーナイフ」を作るイメージです。 100均でもSK3の「替刃」を見かけます。
パッケージや本体に、「SK3」または「SK***」と銘記されておればOKです。
「SKH」や「ハイス」とあるものはダメです。「SKS**」とあるものも販売されているようですが、これでも熱処理ができますが、水冷して焼入れする「SK」のものを購入ください。
この「SK」は、「炭素工具鋼」に分類される鋼で、現在はJIS規格名が変更されて、「SK105」という鋼種名がこれに該当します。
この炭素工具鋼は、『水焼入れをして、非常に硬い硬さになる鋼』で、日本刀や高級包丁は、この系統の材料とよく似た成分のもので作られています。
鋼種名の「S」はスチール、「K」は工具のK、105は、炭素量の中央値が1.05%という意味が含まれています。
すなわち、SK105(SK3)は1%という高い炭素が含まれる鋼で、この炭素が硬さの源になります。
このほかに、ダイス鋼、ハイス、クロモリ・・・など、鋼にも様々な種類や「慣用的な呼び方」があって「鋼種」というものがわかりにくいかもしれませんが、基本的には鉄鋼種は「鋼種名で呼称する」と覚えておいてください。
さらに、このSK105(SK3)は「JIS名」ですが、現在では、工具鋼(工具や刃物などに用いられる鋼種)はメーカー名で呼称するのが一般的で、そのほうが熱処理時の間違いがありません。(これらの、やや専門的な内容は →こちら などで辿っていってください)

近年は、鋼の熱処理を自分自身で行う方は少ないでしょう
ほとんどの方は、鋼材屋さんを通じて、熱処理専門業者などに依頼するされるのですが、この場合でも、ここに書いたことがらは打ち合わせの重要なポイントですので、それを知っておくと、自分が求めたい熱処理特性や要件が伝わりますし、不具合も防げるでしょう。
もちろん、この記事の内容だけで不充分ですから、これを機に、書籍などで熱処理に接していただければうれしいです。
次は「焼なまし」のページに進んでいただいてもいいのですが、少し専門的な内容を説明しておきます。
材料について
ここではまず、「鉄」と「鋼(はがね)」という言葉の違いを覚えておいてください。
ナイフを作るには『焼きが入る』鉄鋼材料(鋼種)が必要で、それには、適当な炭素を含んだ「鋼」でないといけません。
軽量形鋼や釘などは「鉄」に近い分類で、含まれる炭素量が0.01%程度と低いので、焼入れしても硬くなりません。
「焼きが入る」とは、熱処理をして硬くなることですが、どんな材料がいいのでしょうか?
鋼(はがね)は炭素量が焼入れしたときの硬さを決定します
切れ味の良い刃物用には、最低でも、およそ0.6%以上(できれば0.85%以上)の炭素量が必要です。
少し専門的ですが、刃物として使用する場合はおよそ56HRC(ロックウェル硬さ)程度以上が必要で、鉄釘の硬さは「0HRC」すらもないのです。
S45C(えすよんごーしー)という構造用鋼材は、0.45%の炭素を含み、薄い品物であれば 60HRC程度 の硬さが得られますが、さらに、およそ0.85%以上の炭素を含む「炭素工具鋼」は、焼入れすると、もっと硬くて、耐摩耗性に優れた、組織的に緻密な刃物になります。
この SK材もS45C も炭素量が違うだけの、よく似た材料ですが、「SK材」は「工具鋼」と呼ばれる分類に属しています。
通常の市販鋼種では、高炭素の炭素工具鋼に、さらに、クロムCrやマンガンMn などの合金成分を加えて、いろいろな特性を高めた鋼種の鋼材が販売されています。
CrやMn は、焼入れによって硬くなりやすくなり、さらに、深部までその硬さを保たれる性質が生まれます。(これを「焼入性」といいます)
合金を加えるその他の目的は、炭素などの化合物(炭化物)で耐摩耗性を上げたり、耐食性を高めたり、強くしたり … という、様々な特徴を出すためですが、そうだと言って、合金量が多いほど鋼の特性が良くなるものではありません。
鋼に限らず、いろいろな特性は、片一方が良くなると、他の特性で何か不都合が起きるもので、例えば、硬くて強くしようとすると「もろく」なり、「じん性が低下」して破損しやすくなります。
焼入れ性がいい鋼種には、水で焼入れなくても、極端に言えば、空気で冷やすだけでも非常に硬くなる鋼種があります。
しかし、いずれにしても、全体が硬いと「折れやすい」性質が出てくるので、「日本刀」などのように、鋼と軟鋼を幾重にも折り返して、刃先先端が硬くて、胴部が柔らかいという状態にしたり、刃先が炭素工具鋼で、そこに、やわらかいけれども耐食性に優れたステンレス鋼を両面に貼り付けて「包丁」が作られるなど、優れた日本刀や包丁にも鋼の性質をうまく使った様々な製品が作られています。
熱処理した品物の品質確認
熱処理を専門業者さん(熱処理屋さん)依頼する場合は、「鋼種」と「硬さ」を決めて依頼します。
一般的な熱処理結果の確認は、外観の不具合がないことの確認と、硬さを測定するだけです。
つまり、硬さが「工程に異常ないことと、求められる品質になっていること」を保証しているのです。
だから、初回は仕方がないとしても「おまかせ」はよくありません。
通常の熱処理後の品質確認は「硬さ計を用いた硬さ」を測定して検査をしているので、2回目からは、硬さを指定して、自分好みの硬さにしてもらうのがいいでしょう。
これから行っていくのは「家庭で行う焼なましや焼入れ・焼戻し」ですから、それがうまく行われたかどうかは、すべて「人間の感覚」で行います。
簡単に曲がるようなら「焼なましはOK」、紙を切ってみてOKなら「焼入れ焼戻しはOK」、長く使えるようなら、硬さはOKということにします。
日本刀などでも、「試し切り」をして切れ味を確認しますので、ここでも、紙を切ってみたり、手ズネの毛を剃ってみるなどで確認しればいいでしょう。
「加熱温度を測る温度計」や「硬さ計」は、個人が所有することもありませんので、今回はそれを使いませんが、熱処理処理をしたけれど、すぐに折れてしまった、寿命が短すぎる … というのは「熱処理が良くない」ということです。
だから、使った結果を次回の製品に反映しなくては良い品物はできません。
これは、これから行う方法では数値がないので水香椎のですが、それらに踏み込んでいくと、熱処理は大変奥深いものです。
*****
さあ、SK材の「金のこ」でナイフを製作していきますが、購入した状態では、硬くて加工出来ません。
そこで、軟らかくするための「焼なまし」をしますが、ここで行うのは簡易的なものです。焼なましについては、ページを変えて説明します。

